Сколько должно быть электролита в аккумуляторе над пластинами: Какой должен быть уровень электролита в аккумуляторе. Замеряем от пластин. Разберем автомобильный вариант
Какой уровень электролита считается нормальным в аккумуляторе. Какой должен быть уровень электролита в аккумуляторе. Количество электролита в аккумуляторах разной емкости
Как я уже много раз писал, автомобильный аккумулятор является свинцово-кислотным. Внутри батареи обязательно должен находиться специальный электролит, по сути это дистиллированная вода и серная кислота, разведенные в нужной пропорции (иначе работа по накоплению и отдаче энергии происходить не будет). Но от времени, погоды и условий эксплуатации, вода может испаряться, соответственно падает и уровень самой электрохимической жидкости. Причем что самое страшное, начинают оголяться свинцовые пластины внутри. Чем это плохо, какой должен быть уровень – подробно разбираем, ну и как обычно видео версия в конце …
В начале, хочется отметить — что если уровень электролита будет больше или меньше положенного, то это может вывести ваш аккумулятор из строя (ну или как минимум, он не будет нормально работать).
Обслуживаемый и необслуживаемый АКБПо строению корпуса батареи отличаются на так называемую – .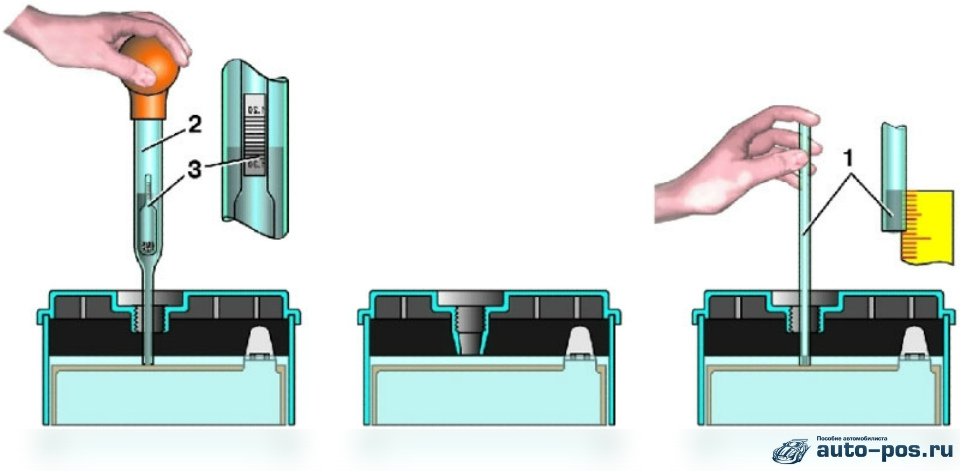
Многие думают, что она оттуда вообще не улетучится, но это не так! У необслуживаемых вариантов, также есть специальные клапана (отверстия) для сброса внутренних газов
А при испарении воды (как я писал сверху) уровень электролита падает, что неминуемо приводит к ухудшению характеристик АКБ.
Низкий уровень – чем опасенОпасен он по многим причинам, постараюсь рассказать просто и быстро:
- Если уровень падает, значит — вода улетучивается. Растет плотность серной кислоты (так как она никуда не девается). Это очень негативно влияет на сами пластины, они попросту быстрее начинают разрушаться.

- Если концентрация кислоты высокая, это может вести к ускоренному процессу
- Верхняя часть пластин оголяется – а это также негативно влияет на них при зарядке. Они банально разогреваются и могут осыпаться.
- Если электролита не достаточно (пластины оголены), соответственно падает и емкость батареи, то есть вы, банально не запустите автомобиль.
По своему опыту скажу что АКБ с оголенными пластинами служат не долго, как правило, они осыпаются или сульфатируются за 3 – 6 месяцев использования. Поэтому очень важно, добавить жидкость до нужных значений!
Высокий уровень – чем опасенВроде определились, низкий – ПЛОХО! А вот слишком высокий – ТОЖЕ ПЛОХО? ДА — ТОЖЕ ПЛОХО! НО почему?
Смотрите

Если вы , нарушите баланс и скажем, нальете водного состава в 70%, тогда плотность у нас упадет до 1,22 – 1,25 г/см3. А такая жидкость замерзает уже при -20, -30 градусов, что в России встречается довольно часто. Конечно, летом вы проблем, скорее всего испытывать не будете, но вот зимой батарея может замерзнуть, да так что разорвет корпус и вы просто выкинете аккумулятор.
Так что нужно лить именно столько – сколько нужно (в рамках допустимого).
Что нужно добавлять внутрь?Итак, переходим почти к самому интересному. НО для начала небольшое напоминание, многие ошибочно думают — что нужно внутрь нужно добавлять готовый электролит , который продается в автомобильных или специальных магазинах. НО ЭТО НЕ ТАК!
Как я уже говорил сверху, улетучивается из банок именно вода, и именно воду нужно добавлять в банки, НО НИКАК НЕ ЭЛЕКТРОЛИТ!
Еще раз хочу всем повторить, испаряется именно водный раствор, но не кислота! Если вы добавите, до уровня электрохимическую жидкость, тогда вы поднимете плотность на высокий уровень, скажем 1,32 – 1,35 г/см3 пластины от такой концентрации намного быстрее изнашиваются, а также образовываются сульфаты!
Поэтому только дистиллированная вода, и только определенный уровень.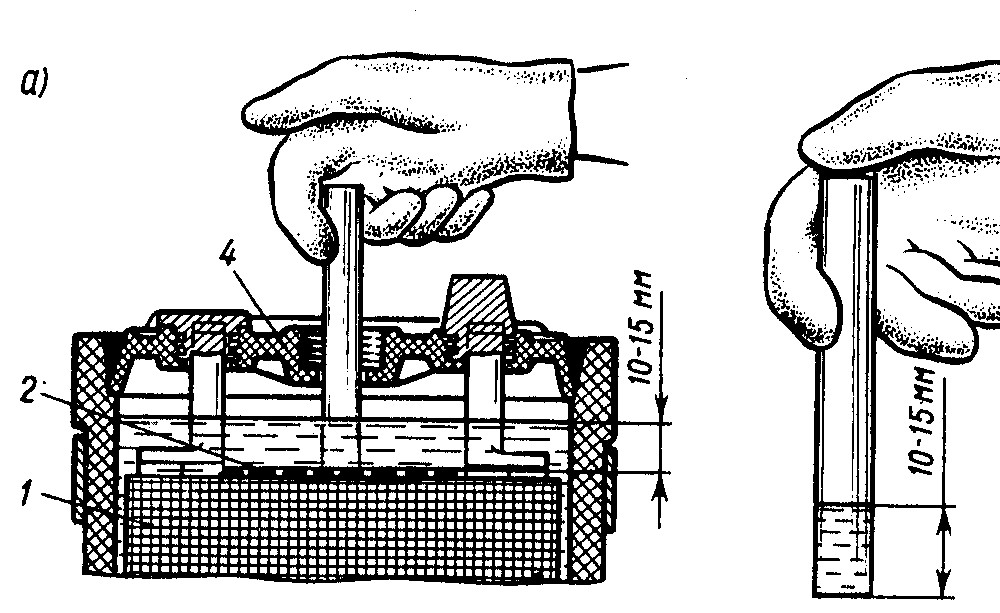
Если у вас обслуживаемый аккумулятор, то есть вы физически можете открутить пробки и увидеть пластины, оголены они или нет – это одна ситуация.
А вот если у вас необслуживаемый вариант, то добавить в него намного сложнее (про это чуть ниже).
Берем стандартную ситуацию — открутили пробки, а пластины оголены (верхняя часть торчит выше жидкости). Так сколько лить, под завязку (под пробку) или как?
ОДНОЗНАЧНО НЕ ПОД ПРОБКУ! Это слишком много. Берем бутылку с дистиллированной водой (можно ), и добавляем примерно на 1 – 1,5 см над пластинами. ТО есть общий состав должен их покрывать именно на это значение.
Кстати на многих аккумуляторах, есть специальные метки — нижняя и верхняя, именно в этих границах и должен быть уровень. Однако сейчас их наносят на корпус все меньше и меньше.
В идеале после добавления воды, вам нужно подзарядить батарею и замерить ее плотность. Она должна быть примерно 1,27 г/см3.
Она должна быть примерно 1,27 г/см3.
Однако простыми способами этого добиться сложно. ПРИЧЕМ никогда не отрывайте сверху крышку, это не правильно, в ней находится лабиринты, которые абсорбируют испаряющиеся из банок газы. Если его нарушить батарея уже не будет необслуживаемой.
Самый действенный способ , это взять и просверлить тоненьким сверлом над банками отверстия, примерно на нормальный уровень электролита. Далее, шприцом туда закачать воду, а потом запаять эти дырочки паяльником. Ну и собственно зарядка.
Как показывает практика далеко не каждый, кто интересуется вопросом, сколько электролита в аккумуляторе, знает, что вообще такое электролит и зачем он нужен, поэтому сейчас вы получите ответы на все озвученные вопросы. Итак, обо всем по порядку.
Что такое электролит и зачем он вообще нужен?
Электролит – это раствор серной кислоты и простой дистиллированной воды.
Итак, сколько электролита должно быть в АКБ?
То, сколько электролита должна содержать аккумуляторная батарея автомобиля для максимально эффективной своей работы, напрямую определяется ее емкостью. Конечно, в зависимости от производителя возможна некоторая разбежка, но в целом объем электролита для аккумуляторов разной емкости будет следующим:
- 55 А·ч – 2,5 л +/- 100 г;
- 60 А·ч – 2,7-3 л;
- 62 А·ч – около 3 л;
- 65 А·ч – около 3,5 л;
- 75 А·ч – 3,7-4 л;
- 90 А·ч – 4,4-4,8 л;
- 190 А·ч – порядка 10 л.

Но это лишь примерный литраж, он нужен больше для справки перед походом в магазин. В процессе же восстановления аккумулятора нужно ориентироваться не на него, а на особые метки, присутствующие на корпусе последнего. Теперь подробнее.
Какой должен быть уровень электролита в аккумуляторе?
Если в вашем аккумуляторе присутствует шкала с минимумом и максимумом, то вопрос, до какого уровня следует заливать электролит, решается очень просто – по верхнюю черту, то есть до отметки «MAX»,
Если же такой шкалы нет, возможно, в отверстиях вашего аккумулятора есть «язычки», тогда электролита в АКБ нужно заливать столько, чтобы они покрылись 5 мм слоем раствора (полностью в него погрузились).
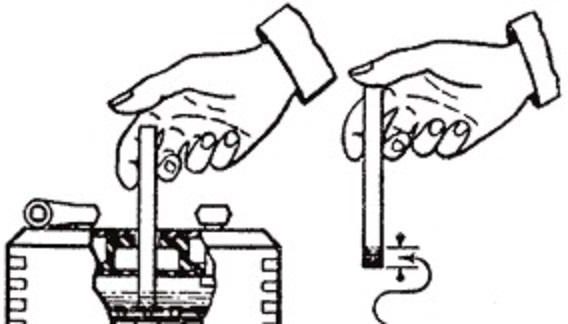
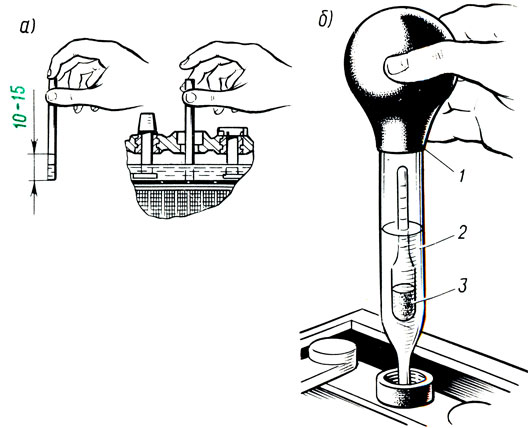
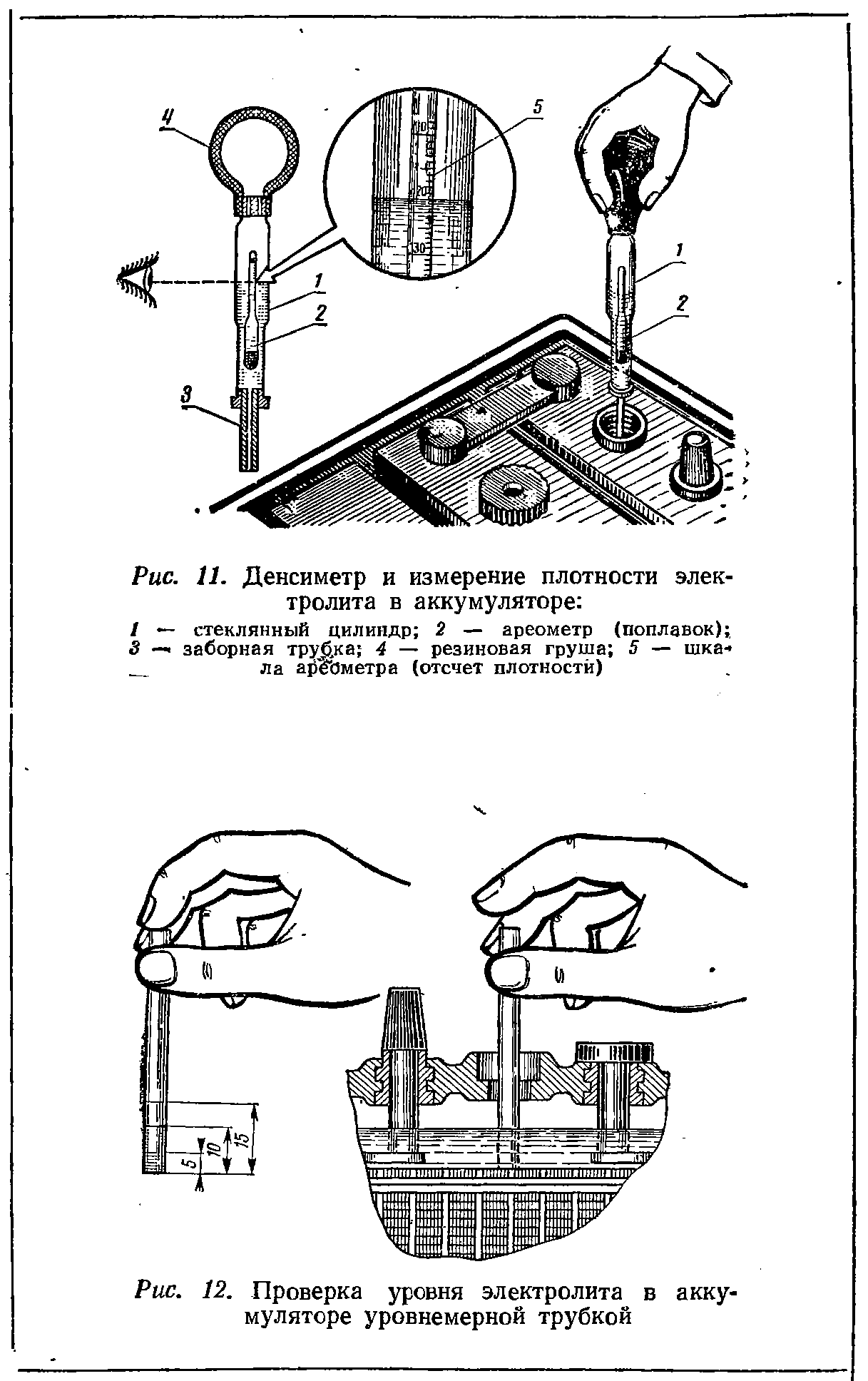
Ну, а если нет ни того, ни другого, залейте в АКБ электролит в рекомендуемом выше объеме (его должно быть не под завязку, а чуть меньше), а затем для самоконтроля возьмите стеклянную трубочку, диаметром до 5 мм и опустите ее внутрь АКБ, пока она не упрется в предохранительный щиток. Закройте верхнее отверстие трубочки пальцем и выньте ее наружу. Если уровень оставшегося в ней электролита находится в пределах 10-15 мм вы все сделали правильно – уровень электролита в АКБ оптимален.
Закройте верхнее отверстие трубочки пальцем и выньте ее наружу. Если уровень оставшегося в ней электролита находится в пределах 10-15 мм вы все сделали правильно – уровень электролита в АКБ оптимален.
Уровень электролита в автомобильном аккумуляторе является одним из основных параметров, которые влияют на функциональность батареи в целом. Помимо него, существуют и другие параметры, о которых должен знать каждый автовладелец. Именно о них мы расскажем в этой статье.
[ Скрыть ]
Разновидности батарей
Какие выдвигаются технические требования к аккумуляторным батареям, какими должны быть сила тока, сопротивление и плотность АКБ, как узнать и проверить эти параметры?
Прежде чем ознакомить вас с основными техническими особенностями, разберем :
- Сухозаряженные устройства,
отличительной их характеристикой является отсутствие рабочей жидкости, то есть раствора электролита в банках. Достоинством такого типа батарей считается возможность их хранения на протяжении длительного времени. В данном случае долгое хранение батареи на складе или в гараже после покупки не повлияет на их функциональность. Но перед тем, как начать полноценно использовать АКБ, его нужно будет заправить электролитом.
- Заряженные АКБ, которые изначально поставляются заполненными электролитом. Эта разновидность АКБ не нуждается в подготовке перед использованием, поскольку такие устройства изначально поставляются в рабочем состоянии. Но прежде чем установить такую батарею на свое авто, нужно удостовериться в том, что в ней имеется необходимый объем жидкости.
 В данном случае долгое хранение батареи на складе или в гараже после покупки не повлияет на их функциональность. Но перед тем, как начать полноценно использовать АКБ, его нужно будет заправить электролитом.
В данном случае долгое хранение батареи на складе или в гараже после покупки не повлияет на их функциональность. Но перед тем, как начать полноценно использовать АКБ, его нужно будет заправить электролитом.Что нужно знать о характеристиках АКБ?
Теперь перейдем к вопросу технических характеристик. Можно ли приготовить электролит для АКБ своего автомобиля, сколько нужно его заливать, чем чреваты утечки жидкости и сколько АКБ должна выдавать вольт? Ознакомьтесь с основными характеристиками.
Вес
Масса устройства, а также его размеры — это один из параметров изделия. Необходимо учитывать, что вес устройства — это неточный параметр, он может быть разными в зависимости от модели и производителя. Что касается размеров, то они могут отличаться в зависимости от конкретного транспортного средства, но в целом изделия имеют похожие габариты.
Что касается размеров, то они могут отличаться в зависимости от конкретного транспортного средства, но в целом изделия имеют похожие габариты.
Вес также может быть разным, в данном случае все зависит от степени разрушения внутренних пластин, выполненных из свинца. Обычно это происходит в результате длительной эксплуатации изделий, в результате разрушения свинец начнет взаимодействовать с рабочим раствором. Поэтому в принципе, небольшое расхождение характерно для многих аккумуляторов, в данном случае допускается разница около 0.5 кг по сравнению с нормой.
Сила тока
Такой параметр, как сила тока, считается более важным для изделия, поэтому на данную характеристику следует смотреть в первую очередь при покупке изделия. Параметр силы тока замеряется при температуре окружающей среды 18 градусов мороза и должен соответствовать тому значению, которое указано на корпусе батареи или в технической документации. В том случае, если батарея является полностью заряженной, то она должна выдавать не менее 125 ампер. Чтобы точно удостовериться в том, что аккумулятор, установленный на вашем авто, соответствует нормированным параметрам, необходимо произвести измерение.
Чтобы точно удостовериться в том, что аккумулятор, установленный на вашем авто, соответствует нормированным параметрам, необходимо произвести измерение.
Для диагностики потребуется вольтметр либо амперметр, процедура проверки выполняется следующим образом:
- В первую очередь следует выключить все потребители напряжения в авто, в частности, печку, оптику, акустику, регистратор и GPS-навигатор, если они имеются, а также прочее оборудование.
- Затем открывается капот авто и отсоединяется клемма с батареи. При помощи тестера следует произвести замер параметра прохождения тока по электросети, для этого установите контакты тестера между щупом и клеммой.
- Минимальное значение прохождения тока должно быть около 15 мА, максимальное — 70 мА.Если диагностика показала, что полученные показания несильно отличаются, к примеру, на 0.02-0.05 А, это, в принципе, неплохо, такая утечка считается незначительной. Но если значения, которые вы получили, сильно отличаются от номинальных, то скорей всего, в изделии происходит сильная утечка. Соответственно, автовладелец должен проверить батарею на предмет выявления утечки.
- Если утечка была выявлена, то вам нужно будет по очереди извлечь каждое реле и предохранитель из монтажного блока, при этом следя за значениями на дисплее тестера. В том случае, если после извлечения очередного предохранительного элемента вы заметили, что показания на дисплее тестера уменьшились до оптимальных, это говорит о том, что вы обнаружили утечку. Теперь вам остается только произвести прозвонку электроцепи и определить место обрыва, после чего произвести замену поврежденного провода.
 Соответственно, автовладелец должен проверить батарею на предмет выявления утечки.
Соответственно, автовладелец должен проверить батарею на предмет выявления утечки.Емкость
Емкость изделия измеряется в ампер часах и также считается одним из основных параметров, данное значение указывает на длительность работы аккумулятора или объем тока, который он может отдать. Необходимо учитывать, что емкость батареи определяется многими факторами, а именно, конструктивными характеристиками, температурой окружающей среды, силе тока заряда, а также уровнем рабочей жидкости.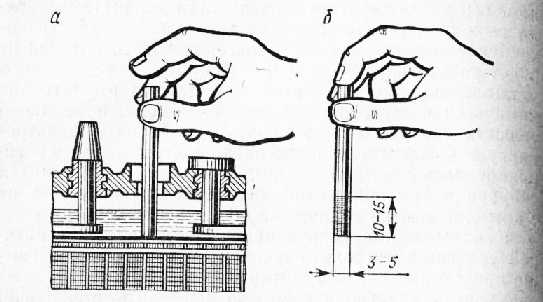 Если значение силы тока увеличивается, это будет способствовать понижению уровня емкости изделия, а с температурой все наоборот — если она растет, то емкость падает.
Если значение силы тока увеличивается, это будет способствовать понижению уровня емкости изделия, а с температурой все наоборот — если она растет, то емкость падает.
В том случае, если в ходе диагностики вы зафиксировали снижение объема раствора электролита в банках АКБ, то должны учитывать, что это может привести к снижению емкости и разряду устройства. Поэтому для того, чтобы не допустить быстрого разряда батареи и повысить ее мощность, в банки конструкции надо будет долить электролитический раствор. Но перед этим его надо будет правильно приготовить. Многие автовладельцы поступают проще — они просто заливают в банке обычную дистиллированную воду. В принципе, это правильно, но не совсем, поскольку электролитический раствор должен содержать в своем составе и серную кислоту.
Электролит можно купить уже готовый, а можно и приготовить в гаражных условиях!
Чтобы приготовить жидкость своими руками, выполните следующие действия:
- Для начала следует подготовить емкость, в которой будет делаться раствор. Учтите, что подготовленный резервуар должен быть не только чистым, но и кислотоустойчивым.
- Далее, налейте в резервуар дистиллированную воду.
- Сделав это, осторожно, небольшой струйкой в дистиллят следует добавить серную кислоту, параллельно перемешивая ее с водой. Используйте перчатки, чтобы не допустить попадания серной кислоты на кожу, а чтобы смешать раствор, используйте стеклянную палочку. Серная кислота должна добавляться в дистиллят минимальными порциями, при этом ее необходимо размешать как можно более равномерно.
- При добавлении серной кислоты и перемешивании ее с водой регулярно проверяйте плотность получаемого раствора, для измерения плотности используется ареометр. Помните о том, что значение плотности раствора может быть разным, в данном случае многое зависит от условий использования АКБ, а также температуры окружающей среды. Как правило, значение плотности должно быть около 1.21-1.31 г/см3.
 Учтите, что подготовленный резервуар должен быть не только чистым, но и кислотоустойчивым.
Учтите, что подготовленный резервуар должен быть не только чистым, но и кислотоустойчивым.Фотогалерея «Готовим электролит»
1. Залейте дистиллят в емкость. 2. Добавьте серную кислоту.
3. Проверьте плотность.
4. Залейте электролит в АКБ.
2. Добавьте серную кислоту.
3. Проверьте плотность.
4. Залейте электролит в АКБ.
Напряжение
Один из самых важных параметров батареи — это напряжение устройства. С учетом напряжения автовладелец также может определить и возможные неисправности в работе изделия. Естественно, если уровень напряжения и мощности будут соответствовать норме, это может свидетельствовать о нормальной работе аккумулятора. Если изделие будет полностью работоспособным, оно будет выдавать напряжение до 12.6 вольт, допустимым вариантом является значение в районе 12.2 вольт.
Каждая отдельная банка изделия при это должна выдавать около 2-2.1 вольт, этот показатель считается нормированным. Значение напряжения определяет возможность подключения к бортовой сети различных потребителей энергии, в частности, зарядных устройств для телефонов, видеорегистраторов, навигаторов и т.д. Чем больше аккумулятор садиться, тем ниже будет напряжение на его клеммах (автор видео о самостоятельной диагностике автомобильного аккумулятора — канал Советы автолюбителю).
Как поменять электролит в АКБ: возможно ли это?
О том, как изготовить электролит, мы уже рассказали, а теперь поговорим о том, как заменить раствор своими руками. Сразу же скажем, замена электролита — это крайняя мера, на которую нужно идти в исключительных случаях.
Процедура замены выполняется следующим образом:
- Сначала необходимо отключить изделие от клемм, после чего демонтировать его, сняв крепление и поставить на ровную поверхность.
- Если есть защитная полоска, то ее нужно снять, если нет, то сразу выкручивайте пробки.
- Далее, необходимо избавиться от старого электролита, для этого используйте резиновую грушу. Не спеша высосите весь электролит. Если раствор случайно попал на руки, промойте воду с мылом.
- Когда жидкость будет высосана, банки необходимо будет промыть дистиллятом, это позволит удалить остатки старого раствора.
- Далее, необходимо просушить банки.
- После этого производится заправка изделия новым электролитом. В процессе добавления необходимо контролировать плотность жидкости, как сказано выше, это делается с помощью ареометра. Раствор заливается по уровню пластиковых фишек в банках.
- Когда эти действия будут выполнены, нужно произвести заряд аккумулятора. Для этого лучше всего использовать пуско-зарядный прибор, процедура восстановления плотности осуществляется путем повторения нескольких циклов зарядки и разрядки. Учтите, что при этом параметр силы тока должен составлять около 0.1 ампера. Процедуру зарядки можно считать завершенной тогда, когда напряжение в каждой секции будет составлять около 2.4 вольт. Либо же общее на выводах составит примерно 14 вольт.
 В процессе добавления необходимо контролировать плотность жидкости, как сказано выше, это делается с помощью ареометра. Раствор заливается по уровню пластиковых фишек в банках.
В процессе добавления необходимо контролировать плотность жидкости, как сказано выше, это делается с помощью ареометра. Раствор заливается по уровню пластиковых фишек в банках.Видео «Как правильно произвести замер электролита в банках АКБ?»
Наглядная инструкция на тему измерения значения электролита в секциях автомобильного аккумулятора с описанием основных нюансов и особенностей этого процесса приведена в ролике ниже (автор видео — Виктор Мошковский).
Современные автомобильные аккумуляторы практически не требуют ухода и обслуживания — таково мнения большинства автомобилистов и инструкторов автошкол. На самом деле это не совсем верно, и чтобы купленный аккумулятор честно отработал положенный ему срок, определенные мероприятия все же необходимы. Особенно при длительном использовании авто в условиях высоких температур.
На самом деле это не совсем верно, и чтобы купленный аккумулятор честно отработал положенный ему срок, определенные мероприятия все же необходимы. Особенно при длительном использовании авто в условиях высоких температур.
Первое, что необходимо делать постоянно — следить за чистотой батареи, поскольку при скоплении на ее крышке токопроводящей грязи возможны короткие замыкания между ее выводами. Второе — постоянно следить за тем, чтобы АКБ была надежно зафиксирована в своем гнезде. И третье — достаточно регулярно проверять уровень электролита в аккумуляторе, поскольку его изменения крайне негативно отражаются на работоспособности и сроке общей эксплуатации.
При этом, не допускается как уменьшение уровня, так и его избыток. Делается это в любой батарее, при этом большинство не знают, как проверить уровень электролита в необслуживаемом аккумуляторе, хотя для этого не потребуется сложных манипуляций — на них имеются специальные индикаторы. Вне зависимости от типа индикатора и его названия, они позволяют провести проверку уровня электролита в аккумуляторе быстро и с высоким уровнем достоверности.
Для чего проверять содержание электролита
Производителем АКБ четко определяется нужный уровень раствора. Когда он в норме, все пластины, расположенные внутри батареи полностью им покрыты, что обеспечивает аккумулятору возможность нормально функционировать, и соответствовать заявленной емкости. Любые изменения вносят в «рабочий» процесс батареи нехорошие коррективы, и появляется множество проблем — от быстрого саморазряда до коротких замыканий и разрушения внутренних пластин. В последнем случае реанимация старого аккумулятора может оказаться полностью невозможной.
Уровень электролита в автомобильном аккумуляторе должен быть постоянным, так же как его плотность.
Кроме этого, залитый раствор должен быть чистым, т. е. без содержания посторонних примесей. В их роли очень часто могут выступать различные химические элементы, которые существенно изменяют процесс нормальной работы, снижая срок эксплуатации батареи. Регулярно проверяя уровень электролита в АКБ можно самостоятельно определить присутствие некоторых загрязняющих элементов.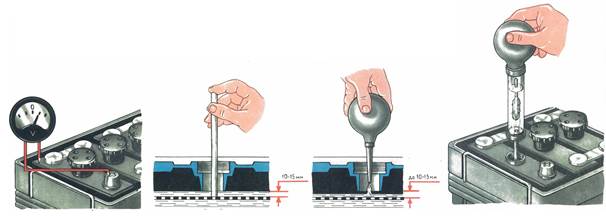 Так, если при подзарядке электролит приобретает малиновый цвет, это говорит о присутствии марганца, а если раствор загрязнен медью — будет излишнее газообразование.
Так, если при подзарядке электролит приобретает малиновый цвет, это говорит о присутствии марганца, а если раствор загрязнен медью — будет излишнее газообразование.
Как правильно проверять уровень
Перед тем как проверить уровень электролита в аккумуляторной батарее, необходимо определиться с помещением, которое должно быть пожаробезопасным и иметь хорошую вентиляцию. Порядок действий после этого будет следующим:
Все эти манипуляции уместны только в том случае, если на батарее нет отметок min-max. Итак, уровень электролита в стеклянной трубочке должен варьироваться в пределах 12-15 мм. эксплуатация аккумулятора с уровнем ниже 12 мм категорически не допускается. Посмотреть, как проверяется этот параметр можно на видео:
Внимание! Перед тем, как определить уровень электролита в аккумуляторе необходимо одеть плотные резиновые перчатки, поскольку кислота из электролита может привести к сильным ожогам кожных покровов.
Почему уровень электролита может падает
Можно выделить 4 основные причины снижения уровня электролита в АКБ.
Снижение уровня электролита происходит в результате выкипания воды — кислота остается на месте за счет того, что она тяжелее воды. Соответственно, если его необходимо восстановить, следует доливать лишь дистиллированную воду, и ничего более. Распространенная ошибка многих неопытных водителей, которые не знают, что делать, обнаружив низкий уровень электролита в аккумуляторе — долив нового электролита. Это приводит лишь к повышению его плотности, что негативно сказывается на его работоспособности и сроке службы.
Если вопрос — какой должен быть уровень электролита в аккумуляторе и как его проверить — достаточно прост, то с вопросом определения плотности все не так однозначно. После восстановления уровня электролита АКБ необходимо зарядить. И только после этого можно приступать к замерам плотности электролита. Для этого необходимо воспользоваться специальным прибором — ареометром. По истечении некоторого времени с окончания зарядки аккумулятор ставится на ровную поверхность и откручиваются все пробки.
Резиновая груша ареометра сжимается чтобы вытеснить весь воздух из него, а его кончик погружается в первую банку АКБ. Отпустив грушу необходимо подождать пока прибор наполнится жидкостью. Поплавок, находящийся внутри колбы покажет плотность. Как правило, большинство приборов имеют цветные шкалы — нормальному значению будет соответствовать расположения поплавка в зеленом секторе. Если плотность ниже, в батарею следует добавить концентрированный раствор, если выше — дистиллированную воду. Повторные замеры необходимо проводить через 3-4 часа, когда вся жидкость приобретет одинаковую плотность. Трясти и «бултыхать» аккумулятор для форсирования процесса не следует. Более подробно о проверке рассказано на видео:
Последствия неправильного уровня электролита
Если уровень электролита аккумулятора автомобиля не проверять или не обращать внимания на полученные результаты, последствия не заставят себя ждать. Как говорилось выше, нормальный уровень в аккумуляторе составляет 12-15 мм. Если его оказывается меньше, а эксплуатация батареи продолжается — первыми начнут страдать пластины. Они начинают потихоньку разрушаться и осыпаться, вызывая образование шлама. Впоследствии это грозит образованием т. н. мостиков между пластинами, которые вследствие своей токопроводимости становятся источником постоянных коротких замыканий, серьезно ухудшающих работу аккумулятора, снижающие его мощность, делающими пуск двигателя все более трудным.
Если его оказывается меньше, а эксплуатация батареи продолжается — первыми начнут страдать пластины. Они начинают потихоньку разрушаться и осыпаться, вызывая образование шлама. Впоследствии это грозит образованием т. н. мостиков между пластинами, которые вследствие своей токопроводимости становятся источником постоянных коротких замыканий, серьезно ухудшающих работу аккумулятора, снижающие его мощность, делающими пуск двигателя все более трудным.
Если ездить с высоким содержанием электролита — это так же негативно скажется на пластинах, которые будет разъедать слишком высокое содержание кислоты. Кроме того, он начнет активно выплескиваться из аккумулятора, в т. ч. через отверстия, предназначенные для выхода газа. В результате они могут оказаться забитыми. Жидкость, попадающая на крышку батареи, быстро вызывает окисление контактов, в результате чего нарушается контакт и затрудняется пуск авто. Кроме того, это грозит теми же замыканиями.
От качества аккумуляторной батареи (АКБ) зависит эффективный запуск двигателя и слаженность в работе электрической системы. В обслуживаемых АКБ водители способны влиять на параметры этого прибора не только уровнем заряда, но и с помощью изменения количества и плотности электролита.
В обслуживаемых АКБ водители способны влиять на параметры этого прибора не только уровнем заряда, но и с помощью изменения количества и плотности электролита.
Поддерживать заданный уровень электролита в автомобильном аккумуляторе необходимо во все сезоны. От этого зависит длительность его эффективной эксплуатации электроприбора. Во время работы с электролитом в АКБ, необходимо соблюдать меры предосторожности.
Большинство современных автомобилей оснащено аккумуляторами с необслуживаемой конструкцией. Такой вариант предпочтительнее в эксплуатации для пользователей, ведь в нем нужно только поддерживать уровень заряда. Но отрицательной стороной является малый срок эксплуатации и отсутствие ремонтопригодности.
В обслуживаемых АКБ владелец влияет на многие процессы , при этом возможность диагностики и устранения выявленных проблем выше, чем у необслуживаемой конструкции. Делать это можно даже в гаражных условиях.
Визуальное отличие между двумя типами батарей заключается в том, что обслуживаемая конструкция оснащена пробками для доступа внутрь банок с пластинами. Поэтому перед тем, как проверить уровень электролита в аккумуляторе, владелец выкручивает поочередно крышки с каждой из емкостей.
Поэтому перед тем, как проверить уровень электролита в аккумуляторе, владелец выкручивает поочередно крышки с каждой из емкостей.
Вывинчивать резьбу надо осторожно, чтобы не повредить пробку. Удобно делать это монеткой, а не отверткой. Требуемый уровень рабочей жидкости может быть обозначен производителем на корпусе батареи. Его сравнивают с действительным параметром, и на этом основании проводят дальнейшие действия.
Работы с аккумулятором
Откидываем контакты и достаем АКБ с его места. Работа с обслуживаемой батареей начинается с чистки возможного загрязнения с верхней части, на которой располагаются клеммы. Такая операция является обязательной для того, чтобы не допустить попадания мусора внутрь банок. Также этим способом снижаем воздействие коррозионных компонентов на металлические части.
Убрать загрязнения поможет бытовое чистящее средство с аммиаком. Его распыляют на ветошь или салфетки, а затем протирают батарею. Зоны с сильным загрязнением не стоит чистить содой, так как она способствует ускорению корродирующих процессов.
Если пробки расположены отдельно, то их выкручивают против часовой стрелки. Когда часть банок закрыта общей пробкой, то для открытия ее поддевают плоской отверткой или шпателем. После этого откроется доступ к внутреннему содержанию. На необслуживаемом варианте батареи будет соответствующая надпись. С ним подобные операции проводить категорически запрещено.
Под открывшимися пробками возможно также скопление грязи. Желательно от нее также избавиться с помощью ветоши и чистящего средства. Нужно проследить, чтобы после чистки не остались частички салфетки или ворс от ветоши на внутренней стороне крышки, ведь они могут попасть внутрь батареи.
Определение уровня электролитической жидкости
Для того чтобы понять сколько должно быть электролита в аккумуляторе первоначально, необходимо сверить уровень в отдельных банках. Во всех емкостях должен быть одинаковый объем. Небольшая погрешность по высоте возникает при испарениях жидкости во время значительного перегрева.
Существенная разница в объеме содержимого банок может появиться в том случае, если корпус АКБ дал трещину. Дальнейшая эксплуатация такого прибора не допускается. Если явных деформаций или повреждений корпуса не замечается, то можно долить дистиллят в проблемную банку и проконтролировать в ней объем через пару недель.
Дальнейшая эксплуатация такого прибора не допускается. Если явных деформаций или повреждений корпуса не замечается, то можно долить дистиллят в проблемную банку и проконтролировать в ней объем через пару недель.
Когда уровень жидкости не покрывает в полной мере пластины, то эффективность батареи существенно снижается. Открытые элементы платин без электролита могут прийти в негодность за несколько дней. Свинцовые пластинки могут быть оголены примерно на 10 мм, тогда достаточно залить воду. Если непокрыта большая часть, то, вероятнее всего, батарею надо будет менять.
Нужно знать, что отсутствие в большом количестве электролита и оставшиеся на виду пластины могут являться свидетельством чрезмерной перезаряженности.
Чтобы решить эту проблему, надо проверить работу генератора.
Оптимальным принято считать уровень жидкости, когда над пластинами ее есть еще около 10 мм либо от уровня горловины она опустилась на 3-4 мм. При таком соотношении никакой доливки проводить не стоит. Достаточно закрутить банки, а следующую проверку сделать через 2-3 месяца.
Достаточно закрутить банки, а следующую проверку сделать через 2-3 месяца.
Максимально допустимым является уровень, когда жидкость слегка достает до пластика открытого отверстия. Конструкционно в горловине сделаны выемки, помогающие сформировать выпуклость за счет поверхностного натяжения жидкости. При соприкосновении электролита с горловиной, выпуклость образуется, если нет касания, то и поверхность ровная. Это сделано для избегания переливов. Разглядеть такую выпуклость можно с помощью фонаря.
Такая технология актуальна для свинцово-кислотных батарей. Другие типы неавтомобильных аккумуляторов надо обслуживать по рекомендациям их производителей.
Как скорректировать объем электролита
При заправке банок АКБ можно пользоваться исключительно дистиллированной водой. Ее можно купить практически в любом автомагазине. Нельзя допускать эксплуатацию открытых пластин. Залив жидкость внутрь до уровня горловины, надо зарядить батарею.
Автомобилисту для правильного наполнения банок без лишнего проливания жидкости можно пользоваться лейкой или резиновой спринцовкой.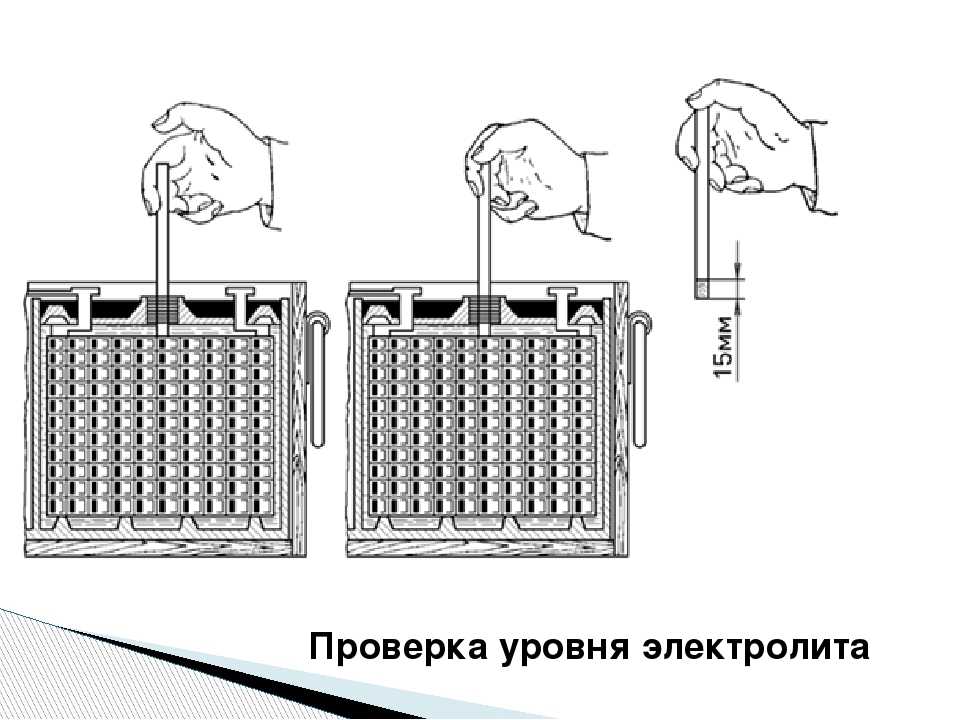 При этом надо не допустить попадания загрязнения внутрь.
При этом надо не допустить попадания загрязнения внутрь.
Нужно знать, что эксплуатационные характеристики и продолжительность службы аккумулятора снизятся, если вливать недистиллированную воду.
Это происходит за счет различных примесей в жидкости, например, хлора в водопроводной или повышенной концентрации солей в колодезной. В разряженный аккумулятор надо доливать воду лишь для того, чтобы покрыть пластины. Получив заряд, уровень электролита повысится, поэтому займет оставшееся место.
Завершающий этап работы с АКБ
На завершающей стадии надо вкрутить пробки на свои места. Предварительно стоит очистить их внутреннюю сторону. Перелив жидкости допускать не желательно. Разлившиеся капли надо убрать ветошью так, чтобы не касаться руками электролита, ведь в нем есть доля кислоты.
Вытирать потеки надо движениями от отверстий. Если аккумулятор находился под капотом в это время, то надо не допустить попадания капель на другие детали и двигатель. Завершив вытирание, надо выкинуть ветошь в мусор, а емкость с водой, в которой поласкали тряпку, слить в канализацию так, чтобы не расплескать частички кислоты на одежду и предметы.
Завершив вытирание, надо выкинуть ветошь в мусор, а емкость с водой, в которой поласкали тряпку, слить в канализацию так, чтобы не расплескать частички кислоты на одежду и предметы.
Если капли попали на какую-то поверхность, то их нужно стереть тряпкой, смоченной бытовым моющим средством. В течение нескольких недель надо контролировать переполненную емкость с электролитом. При появлении расплескивания убираем капли таким же методом.
Незначительное сокращение массовой доли кислоты в составе электролита послы выплескивания и добавления дистиллята не влияет критически на работоспособность батареи. Поэтому доливать в такой ситуации кислоту не стоит, ведь ее избыток в массовой доле приводит к интенсивному износу электроприбора, а недостаток не так критичен для работоспособности и выходных характеристик АКБ.
Безопасность при работе с электролитом
В состав электролита входит серная кислота, это значит, что необходимо проявлять осторожность при работе с этой жидкостью.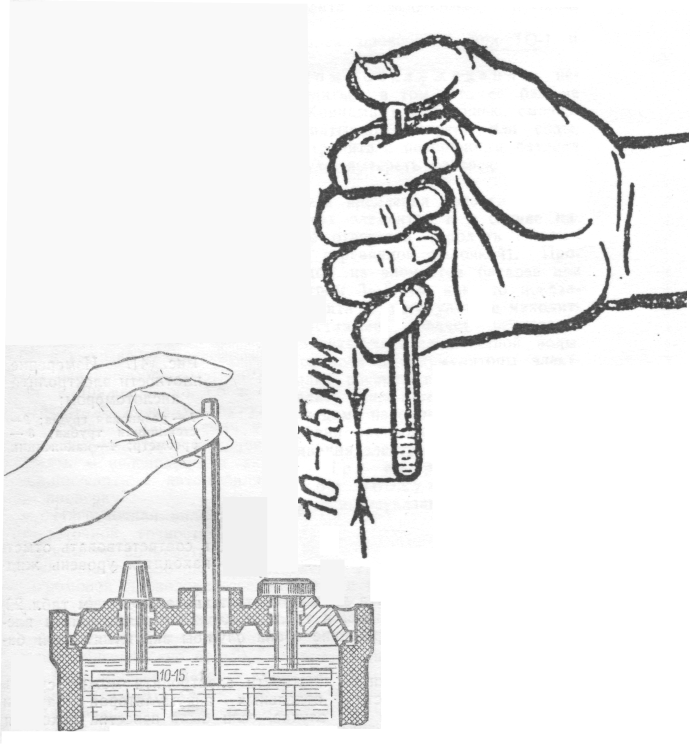 В первую очередь необходимо защитить глаза от попадания в них паров или капель. Для этого используют защитные строительные очки . Обычные оптические очки не подойдут, так как у них отсутствует боковая защита. Также нельзя использовать контактные линзы, ведь они не закрывают глаз полностью.
В первую очередь необходимо защитить глаза от попадания в них паров или капель. Для этого используют защитные строительные очки . Обычные оптические очки не подойдут, так как у них отсутствует боковая защита. Также нельзя использовать контактные линзы, ведь они не закрывают глаз полностью.
Работу желательно проводить в резиновых защитных перчатках. Одной из эффективных защит обладают неопреновые изделия. Они способны до часа противодействовать разрушающей жидкости. Меньшая степень безопасности у латексных и виниловых материалов. Минимальный уровень защиты у нитриловых перчаток, так как они разъедаются практически сразу от попадания капель электролита.
Одежда должна быть из плотной ткани. Рукав надо подбирать длинный и заправлять его в перчатку. Разъедание ткани при попадании на нее жидкости может происходить не сразу, а по прошествии нескольких часов.
Попавшую жидкость на кожу надо немедленно смыть проточной водой. Можно пользоваться мылом. Покраснение от воздействия кислоты может проявиться не сразу, так как для химического ожога, в отличие от термического, нужно некоторое время для воздействия.
Покраснение от воздействия кислоты может проявиться не сразу, так как для химического ожога, в отличие от термического, нужно некоторое время для воздействия.
Перемешивается ли электролит в аккумуляторе при движении автомобиля? / Хабр
Привет, Хабр! Серная кислота почти вдвое тяжелее воды, и её водные растворы, в том числе аккумуляторный электролит, склонны к расслоению: тяжёлая кислота вытесняет лёгкую воду вверх и опускается вниз. Как это влияет на работу аккумуляторной батареи, и насколько эффективно перемешивает электролит тряска при движении транспортного средства? Проведём эксперимент с видео и показаниями приборов.
▍Перед началом опыта, вспомним известные факты о расслоении электролита:
❒ Основная токообразующая реакция в свинцовом аккумуляторе, — двойная сульфатация по Гладстону-Трайбу, — требует для заряда воды, которая расходуется из электролита с выделением кислоты, а при разряде наоборот, расходуется кислота и выделяется вода.
❒ Обязательными условиями заряда участка активной массы являются наличие в этом участке воды, а также электрический потенциал не ниже необходимого для преодоления термодинамической электродвижущей силы — ЭДС — на этом участке. ЭДС тем выше, чем выше концентрация кислоты.
ЭДС тем выше, чем выше концентрация кислоты.
❒ Следовательно, повышенная концентрация электролита в нижней части банок и глубине намазок пластин АКБ — аккумуляторной батареи — ведёт к тому, что для преодоления термодинамической ЭДС требуется более высокое напряжение на клеммах. При недостаточном напряжении заряд участка активной массы (АМ) с повышенной концентрацией кислоты не произойдёт никогда. Также препятствует заряду и недостаток воды в данном участке АМ.
❒ И заряд, и разряд активных масс ведут к расслоению электролита, так как выделяющаяся при заряде кислота стремится вниз, а образующаяся при разряде вода — вверх. Таким образом, если не предпринять специальных мер, при любой глубине циклирования или просто саморазряде АКБ расслоение электролита прогрессирует.
❒ Современные типы АКБ характеризуются плотными сепараторами, препятствующими оплыванию активных масс и короткому замыканию. Они повышают надёжность, виброустойчивость и срок службы АКБ, но и препятствуют перемешиванию электролита, усугубляя тенденцию к расслоению.
❒ Чем более прогрессирует расслоение электролита, тем большая доля активных масс при штатном зарядном напряжении не заряжается, то есть, остаётся в виде сульфата свинца, склонного переходить в труднорастворимую форму. Это явление называется сульфатацией. Не следует путать с двойной сульфатацией п. 1 — нормальной токообразующей реакцией. Сульфаты имеют меньшую плотность, чем заряженные АМ — губчатый свинец отрицательных пластин и оксид свинца положительных, потому сульфатированные намазки увеличиваются в объеме, что ведёт к разрушению конструкции аккумулятора и коротким замыканиям. П. 5 этому препятствует, но при отсутствии периодического выравнивающего заряда АКБ с расслоением и сульфатацией теряет ёмкость, токоотдачу и концентрацию кислоты в верхних слоях электролита.
❒ Электролит с низкой концентрацией кислоты замерзает при более высокой («менее минусовой») температуре, потому расслоение электролита ведёт к выходу аккумулятора из строя в зимнее время.
По просторам Всемирной Паутины с давних времён гуляет множество мифов
о губительности «кипячения», — заряда с перенапряжением и выделением водорода и кислорода, пузырьки которых перемешивают электролит, для автомобильных АКБ. Многие руководствуются этими мифами при заряде АКБ и выборе для этого зарядных устройств — ЗУ.
Многие руководствуются этими мифами при заряде АКБ и выборе для этого зарядных устройств — ЗУ.
Отчасти поэтому, во многих моделях ЗУ производители ограничивают напряжение на уровне, не допускающем «кипения» электролита, в других моделях предоставляют пользователю выбор максимальных напряжений заряда путём ступенчатого переключения или плавной регулировки, даже если ЗУ представляет собой не просто источник питания со стабилизацией тока и напряжения (СС/CV), а имеет алгоритмы автоматического управления напряжением и током согласно табличным значениям профиля или на основании измерения характеристик АКБ.
Водород, аэрозоль серной кислоты и сероводород, могущие выделяться при заряде аккумулятора, действительно опасны, потому заряжать следует в проветриваемом помещении, адекватно управлять током, напряжением и временем заряда, изучить и соблюдать технику безопасности.
В сегодняшнем эксперименте посмотрим, насколько перемешают электролит пара современных отечественных ЗУ, и насколько это требуется от ЗУ вообще, применительно к стартерной аккумуляторной батарее. Ведь она монтируется на автомобиле (мотоцикле, снегоходе, катере…), а тот испытывает ускорения и вибрации при движении. Некоторые авторы считают, что поездки перемешают электролит, потому в функции зарядного устройства это не входит. Давайте попробуем, и узнаем.
Ведь она монтируется на автомобиле (мотоцикле, снегоходе, катере…), а тот испытывает ускорения и вибрации при движении. Некоторые авторы считают, что поездки перемешают электролит, потому в функции зарядного устройства это не входит. Давайте попробуем, и узнаем.
Подопытным будет аккумулятор
АКОМ +EFB 6СТ-60VL. Со времени предыдущего стационарного обслуживания он использовался на автомобиле 4 месяца. График работы владельца автомобиля — сутки через трое, каждая поездка занимала 20 минут. Стартер и сигнализация за трое суток простоя в каждом таком цикле расходовали примерно 3 ампер*часа.
Начнём с измерения параметров текущего состояния. И как всегда, в первую очередь вымоем корпус и зачистим клеммы.
Напряжение разомкнутой цепи — НРЦ, оно же ЭДС без нагрузки, по показаниям трёх приборов 12.48, 12.50, 12.52 В.
Плотность электролита по банкам колеблется от 1.22 до 1.23. В крайних банках плотность ниже, в средних выше. Это тенденция, обычная для свинцовых батарей.
Итак, наблюдаем расхождение:
НРЦ соответствует уровню заряженности выше 80%, плотность электролита при котором должна быть 1.24, а по плотности уровень заряженности получается 75%, НРЦ должно быть 12.4 В. Причиной такого несоответствия как раз является расслоение электролита за 4 месяца эксплуатации под капотом. Повышенная концентрация кислоты в нижней части банок создаёт завышенное НРЦ. АКБ в таком состоянии необходим стационарный заряд.
Напряжение под нагрузочной вилкой не падает ниже 10 вольт, аккумулятор способен крутить стартер. Но если почитать инструкцию от производителя, то там чётко и ясно написано: если плотность ниже 1.25, аккумулятор требуется зарядить до плотности 1.28. Также в инструкции сказано, что можно оценить степень заряда по напряжению, и рекомендуется производить стационарный заряд при НРЦ ниже 12.5, но если имеется доступ к электролиту, то лучше проверить его плотность.
Приступаем к заряду зарядным устройством BL1204 на программе 2.
Заряд длился 9 часов. Плотность по банкам составила от 1.23 до 1.24.
По графику напряжения на клеммах, видно, что ЗУ производит основной заряд с подачами и паузами разной продолжительности, а затем три этапа непрерывного дозаряда, после чего последовали тест АКБ и буферный режим 13.65 В. Однако для кальциевой АКБ до 14.8 вольт происходит лишь основной заряд, потому продолжим заряд на программе 4.
Время заряда составило 1 час 16 минут плюс 20 часов в режиме буферного хранения. Плотность поднялась ещё на одну сотую и составила от 1.24 до 1.25. Сделаем ещё один проход на 4-й программе.
Время заряда снова 1 час 16 минут. Плотность поднялась всего на 0.005. Перезапустим программу 4 в третий раз.
Третий проход длился те же 1 час 16 минут. Плотность снова поднялась на 0.005. Отключаем ЗУ от АКБ. После отстоя продолжительностью 18 часов 20 минут НРЦ 13.20 В. При плотности 1.25 это говорит об очень сильном расслоении электролита. Запустим программу 4 ещё раз.
Заряд длился на этот раз около 50 минут. Плотность электролита не поднялась. Попробуем воспользоваться другим ЗУ.
Возьмём Бережок-V, установим 15.9 В — то же максимальное напряжение, что у BL1204.
Ток изменяется от -0.2 до 4.5 ампер. Отрицательное значение тока — не ошибка токовых клещей, а разрядные импульсы в асимметричном (реверсивном) заряде.
Заряд длился 4 часа, за которые ЗУ сделало две длительные паузы, и затем перешло в режим хранения — не поддержание буферного напряжения, как BL1204, а периодический подзаряд.
В пиках напряжение достигает тех же 15.9.
Плотность в 5 банках составила 1.26 или чуть выше, и в одной 1.255. Оставим АКБ на ночь дозаряжаться в режиме хранения.
По прошествии 15 часов, импульсы тока доходят до 5 А, снижаясь менее чем за секунду до 1 А.
Для отбора проб электролита из глубины банок воспользуемся удлинённой пипеткой, гибкий наконечник которой может пройти сбоку от пластин. Короткой пипеткой произведём отбор, как обычно, из верхнего слоя.
Плотность верхнего слоя составила 1.26, нижнего почти 1.31. Это весьма значительное расслоение, обуславливающее высокое напряжение разомкнутой цепи при недозаряженных и сульфатирующихся нижних частях пластин. Ни одно из применённых ЗУ при заряде нашего аккумулятора до 15.9В с расслоением не справилось.
Устранят ли поездки такое расслоение?
Для непосредственной проверки установим АКБ под капот, для чего пришлось удлинить провод массы.
Для лучшего перемешивания прибавим напряжение бортовой сети с 14.3 до 14.8 В, так как это позволяет сделать трёхуровневый регулятор напряжения.
Приборная панель Gamma GF-618 позволяет регистрировать данные поездок, что тоже очень пригодится в нашем эксперименте.
Пробег за трое суток в городском режиме составил 143.7 километра. Большое количество разгонов и торможений должно способствовать перемешиванию электролита.
Израсходовано 12.8 литров бензина.
После таких поездок плотность на глубине составила 1. 29.
29.
Плотность сверху 1.27. Предписываемого инструкцией значения 1.28 так и не достигли. Расслоение до сих пор присутствует. Покатаемся ещё трое суток, на этот раз, не только по городу, но и по трассе.
Итого за 6 суток автомобиль двигался восемь с половиной часов.
Общий пробег за это время 377.8 км.
Бензина затрачено 28.8 литра.
Плотность электролита наверху и внизу, наконец, уравнялась, и составила чуть ниже 1.27.
Итак, чтобы устранить расслоение в Ca/Ca EFB аккумуляторе после нескольких перезапусков стационарного заряда до 15.9 вольт, понадобилось почти 378 километров пробега и 29 литров бензина при напряжении бортсети 14.8 В. Сделаем выводы:
Q: Перемешивается ли электролит в современном кальциевом аккумуляторе с высокой плотностью сепараторов и упаковки пластин при движении транспортного средства?
—
Да, действительно перемешивается.
Q: Насколько такое перемешивание эффективно?
— Мягко говоря,
не очень.
При более низком напряжении бортовой сети и более коротких поездках расслоение электролита продолжило бы прогрессировать
Q: Остались ли после всех стараний в испытуемом аккумуляторе недозаряд и сульфатация?
—
Да, остались.Чтобы считать данную АКБ заряженной, мы должны получить плотность верхних слоёв не менее 1.28.
Q: Проявляют ли EFB аккумуляторы, вместе со склонностью к расслоению электролита, заявленную стойкость к длительному недозаряду (PSoC, partial state of charge, состояние частичной заряженности) и циклированию с глубокими разрядами?
—
Да,как показывают другие наши исследования, которые продолжаются, уже выложено несколько видео, и готовятся следующие видео и статьи.
Q: Тем не менее, будут ли ёмкость, токоотдача и устойчивость к замерзанию электролита деградировать если не предпринимать периодических регламентных процедур по полному стационарному заряду?
—
Будут,у любого свинцово-кислотного аккумулятора, потому что препятствует замерзанию концентрация кислоты в растворе, полезная ёмкость обеспечивается количеством заряженных (десульфатированных) активных масс, а способность отдавать ток полезной нагрузке и оперативно восполнять затраченную энергию от генератора автомобиля или иного зарядного устройства — действующей площадью активных масс.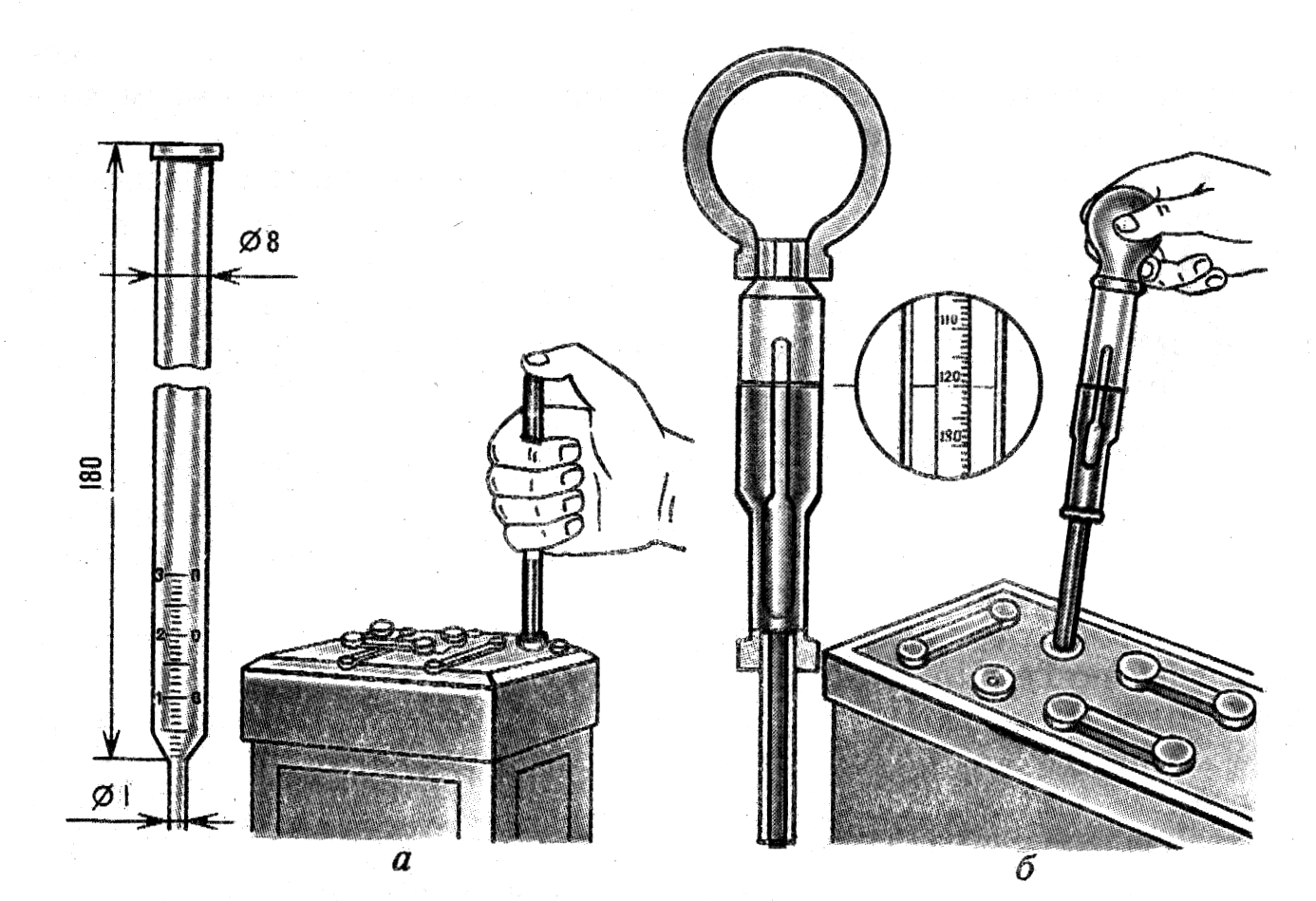 На ёмкость и токоотдачу влияет доступность воды для заряда и кислоты для разряда, т.е. расслоение электролита напрямую вредит этим ключевым для химического источника тока параметрам.
На ёмкость и токоотдачу влияет доступность воды для заряда и кислоты для разряда, т.е. расслоение электролита напрямую вредит этим ключевым для химического источника тока параметрам.
Теперь давайте всё-таки продолжим заряд данной аккумуляторной батареи. На этот раз начнёт Бережок-V, при том же напряжении окончания заряда 15.9 В.
Заряд продолжался около 4 часов, плюс 4 часа в хранении.
Плотность поднялась с чуть ниже 1.27 до 1.275. Передаём эстафетную палочку BL1204.
Заряд длился около часа, и далее 14 часов в режиме хранения.
Плотность осталась 1.275.
Установим на Бережке-V ограничение напряжения 16.7 вольт и запустим заряд.
По прошествии 4 часов ЗУ автоматически перешло в режим хранения. Плотность и над пластинами, и на глубине чуть выше 1.28. Электролит перемешан, расслоение устранено.
Адекватный стационарный заряд не только перемешивает электролит эффективнее, чем ускорения и вибрации при движении транспортного средства, но и позволяет более полно зарядить аккумуляторную батарею, устранить сульфатацию, поднять эксплуатационные характеристики.
Спустя сутки, имеем следующие показания тестера:
Здоровье
100%, внутреннее сопротивление
4.81 мОм, ток холодной прокрутки
574 из 560 Апо стандарту EN. НРЦ 12.80 В соответствует плотности
1.28. Расслоения нет, АКБ в
полном порядке, можно ставить под капот.
Статья составлена в сотрудничестве с аккумуляторщиком Виктором VECTOR, осуществившим описанные опыты.
Инструкции по эксплуатации аккумуляторных батарей
БАТАРЕЯ АККУМУЛЯТОРНАЯ СВИНЦОВАЯ СТАРТЕРНАЯ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
1. МЕРЫ БЕЗОПАСНОСТИ
1.1. Не допускается замыкание полюсов батареи.
1.2. Не допускается эксплуатация батареи с плохими: контактами между выводами батареи и клеммами проводов.
1.3. В помещениях, где ведется заряд батареи, запрещается курить и пользоваться открытым пламенем.
1.4. При работе с электролитом, осмотре заряжающейся батареи глаза должны быть защищены очками.
1.5. После любой работы с батареей и электролитом необходимо вымыть руки с мылом.
1.6. При попадании электролита на кожу или одежду необходимо немедленно промыть это место проточной водой, затем раствором соды.
1.7. Аккумуляторная батарея, заполненная электролитом, должна храниться в местах, недоступных для детей.
1.8. Присоединение и отсоединение батареи от бортовой сети автомобиля производить при выключенных потребителях. Сначала присоединить положительный вывод, а затем отрицательный, соединенный с массой автомобиля. Отсоединение производить в обратном порядке.
1.9. Батарея должна быть надежно закреплена в штатном установочном месте автомобиля, соединительные клеммы плотно зажаты на полюсных выводах, а сами провода прослаблены.
2. ПОДГОТОВКА БАТАРЕИ К ЭКСПЛУАТАЦИИ
2.1. Перед началом эксплуатации батареи необходимо полностью удалить с нее упаковочный материал, изучить руководство по эксплуатации.
2.2. Ориентировочная степень заряженности батареи может быть определена по напряжению без нагрузки (см. Таблицу далее) и плотности электролита в батареях с пробками.
Таблицу далее) и плотности электролита в батареях с пробками.
2.3. Необходимо учитывать, что после заряда или эксплуатации на автомобиле батарее требуется 12-15 часов для стабилизации электрических показателей, после чего можно производить измерение степени заряженности по напряжению.
3. ЭКСПЛУАТАЦИЯ АККУМУЛЯТОРНОЙ БАТАРЕИ
3.1. Эксплуатация батареи на транспортных средствах допускается только при исправной зарядной системе (при напряжении реле-регулятора в пределах от 13,8В до 14,4В для 12-вольтовых систем электропитания, а для 24-вольтовых систем электропитания- от 26,8В до 28,0В летом и от 28,0В до 29,6В зимой), токе утечки не более 30 мА, плотности электролита согласно Таблице и уровне электролита не ниже 10 мм над пластинами.
3.2. При запуске двигателя длительность работы стартера не должна превышать для карбюраторных автомобилей 10 секунд, для дизельных — 15 секунд. Если попытка запуска не удалась, необходимо сделать перерыв в течение 1 минуты. После этого вновь можно повторить запуск. После пяти неудавшихся запусков рекомендуется проверить систему зажигания и подачу топлива на автомобиле.
После пяти неудавшихся запусков рекомендуется проверить систему зажигания и подачу топлива на автомобиле.
3.3. При эксплуатации батареи и не реже одного раза в месяц:
— проверяйте и, при необходимости, очищайте батарею от пыли и грязи. Если на поверхности батареи оказался электролит, удаляйте его с помощью ветоши, смоченной в десятипроцентном растворе соды;
— проверяйте и, при необходимости, прочищайте вентиляционные отверстия в пробках;
— проверяйте уровень электролита и, при необходимости, доливайте дистиллированную воду до нормального уровня (при наличии пробок). Доливать электролит в батарею с пробками можно только в тех случаях, когда точно известно, что понижение уровня электролита произошло за счет его выплескивания;
— проверяйте надежность крепления батареи в месте установки и контакты наконечников проводов, установленных на полюсные выводы;
— не реже одного раза в месяц проверяйте степень заряженности батареи. При необходимости зарядите батарею в соответствии с п. 4.
4.
3.4. Зимой требования предыдущего пункта следует выполнять обязательно (не реже одного раза в месяц).
3.5. Глубокий разряд батареи недопустим! При отрицательных температурах это приводит к замерзанию электролита и разрушению корпуса батареи.
4. ЗАРЯДКА БАТАРЕИ
4.1. Зарядка аккумуляторной батареи должна производиться в специально оборудованном для этих целей, хорошо вентилируемом нежилом помещении с соблюдением правил противопожарной безопасности.
4.2. Перед началом зарядки аккумуляторной батареи следует вывернуть все пробки (при их наличии).
4.3. Зарядка аккумуляторной батареи должна осуществляться зарядным устройством заводского изготовления в соответствии с инструкцией к этому зарядному устройству и руководством по эксплуатации на батарею.
Таблица: Степень заряженности, напряжение без нагрузки и плотность электролита.
| Напряжение без нагрузки, В | Степень заряженности,% | Плотность электролита при +25°С, г/см |
12. 75-12.60 75-12.60 | 100-80 | 1.27-1.26 |
| 12.55-12.40 | 75-65 | 1.25-1.24 |
| 12.35-12.30 | 50-40 | 1.23-1.21* |
*- эксплуатировать батарею нельзя, требуется зарядить.
4.4. Аккумуляторные батареи без пробок необходимо заряжать автоматическим зарядным устройством, чтобы не допустить интенсивного перезаряда и, как следствие, выкипания электролита.
4.5. Температура электролита в батарее перед зарядкой должна быть в пределах от +15°С до +25°С. Если измерить температуру невозможно по причине отсутствия доступа к электролиту, а батарея находилась при более низкой температуре, то перед зарядкой необходимо выдержать батарею при комнатной температуре не менее 10 часов.
4.6. Не допускается зарядка батареи при температуре электролита выше 50°С.
4.7. Для зарядки положительную клемму батареи присоединить к положительному полюсу зарядного устройства, а отрицательную — к отрицательному.
4.8. При зарядке батарей, имеющих пробки, необходимо откорректировать уровень электролита, добавив дистиллированную воду в случае, если уровень ниже отметки MIN или ниже 10 мм от верхних кромок пластин и сепараторов.
5. ЭЛЕКТРОЛИТ
5.1. Плотность заливаемого в сухозаряженную батарею электролита, приведенная к +25°С, должна быть 1,27-1,28 г/см3.
6. ХРАНЕНИЕ АККУМУЛЯТОРНОЙ БАТАРЕИ
6.1. Батарея устанавливается на хранение полностью заряженной. Рекомендуется ежемесячно проверять напряжение на выводах батареи и, при наличии пробок, плотность электролита. При снижении степени заряженности до 50% (см. Таблицу), батарею необходимо зарядить, эксплуатировать такую батарею нельзя.
6.2. При длительном (сезонном) хранении залитые и заряженные батареи рекомендуется хранить в сухом холодном помещении при температуре до минус 30°С.
7. УТИЛИЗАЦИЯ АККУМУЛЯТОРНОЙ БАТАРЕИ
7.1. Вышедшая из строя батарея подлежит обязательной сдаче в пункт приема отработанных аккумуляторов для последующей надлежащей утилизации.
Берегите окружающую среду! Не выбрасывайте отработанные батареи, сдавайте их в специализированные пункты приема.
Особенности заряда кальциевых аккумуляторов
07.02.2020Что стоит знать о кальциевых аккумуляторах
Некоторые автолюбители считают, что пластины Са/Са аккумуляторов произведены из кальция, а не из традиционного свинца. Однако на самом деле это не так. Если бы пластины автомобильных аккумуляторов были изготовлены из кальция, то электрохимической реакции заряда — разряда от батареи мы бы просто не увидели. Поэтому пластины изготовлены из свинца, а кальций присутствует только в качестве добавки и то — всего лишь 0,07 процентов. В аккумуляторах, изготовленных по технологии Са/Са кальций добавляется как в положительные пластины, так и в отрицательные. В аккумуляторах Pb/Cа, которые иначе называются гибридными, кальций находится только в отрицательных пластинах.
Принцип действия, а также электрохимические реакции у кальциевых аккумулятором абсолютно идентичны традиционным свинцовым. Разница между ними — в наличии кальция, который в нормальных условиях не позволяет закипеть аккумулятору, а также способствует защите свинца от коррозии. (Под нормальными условиями подразумевается эксплуатация аккумулятора в автомобиле, где он заряжается под напряжением примерно в 14,4 — 15 В, и, соответственно, не закипает).
Также, за счет добавления кальция, свинцовые пластины становятся более прочными, что положительно влияет на срок службы. Благодаря технологии Са/Са, стало возможным делать более тонкие пластины (относительно пластин в свинцовых аккумуляторах). За счет этого увеличились площади поверхностей пластин, что, в свою очередь повлияло на рост так называемых пусковых токов.
Разница между ними — в наличии кальция, который в нормальных условиях не позволяет закипеть аккумулятору, а также способствует защите свинца от коррозии. (Под нормальными условиями подразумевается эксплуатация аккумулятора в автомобиле, где он заряжается под напряжением примерно в 14,4 — 15 В, и, соответственно, не закипает).
Также, за счет добавления кальция, свинцовые пластины становятся более прочными, что положительно влияет на срок службы. Благодаря технологии Са/Са, стало возможным делать более тонкие пластины (относительно пластин в свинцовых аккумуляторах). За счет этого увеличились площади поверхностей пластин, что, в свою очередь повлияло на рост так называемых пусковых токов.
Итог: аккумуляторы изготовленные по технологии Са/Са и Pb/Cа рассчитаны на эксплуатацию в автомобилях с напряжением бортовой сети до 15 В. При этом аккумулятор нормально заряжается, не кипит, ток саморазряда ниже, по сравнению с традиционными АКБ.
Кипение аккумулятора и повреждение пластин происходит при более высоких напряжениях, которых на исправном автомобиле не возникает.
Из свойств кальциевых аккумуляторов следует вывод — они проще в обслуживании и дольше сохраняют заряд.
Как правильно заряжать аккумулятор Са/Са
- Если аккумулятор в вашем автомобиле не заряжается до конца (причины могут быть различными: низкие температуры на улице, короткие и нечастые поездки, проблемные генератор и т. д.), необходимо заряжать его с помощью обычного зарядного устройства
- Напряжение заряда должно быть в диапазоне 14,4-15В
- Ток заряда должен составлять не более 10 % от емкости вашего аккумулятора
- Алгоритм заряда «CC/CV» стандартный для свинцово кислотных аккумуляторов; заряд постоянным током до порогового напряжения, затем заряд постоянным напряжением с понижением тока заряда.
- Категорически противопоказано «кипячение» кальциевым АКБ. Так как в лучшем случае оно приводит к снижению технических характеристик прибора, а в худшем — к выходу устройства из строя.
- Чтобы добиться более «плотного» заряда, лучшего растворения сульфатов и увеличения ресурса, необходимо производить заряд аккумулятора с наименьшим значением тока.

Сейчас на рынке появилось множество подделок. Чтобы отличить качественную АКБ от подделки, а также понять оригинальное устройство перед нами или нет — нужно обратить внимание на маркировку. На корпусе аккумулятора должны быть указаны следующие характеристики:
- стартовый ток
- значение напряжения
- значение номинальной емкости
- дата выпуска данного устройства
- подробная информация о производителе
Преимущества кальциевых аккумуляторов
- Длительный срок эксплуатации. При правильной эксплуатации срок службы кальциевого аккумулятора, в среднем, составляет около пяти лет.
- Низкий уровень саморазряда. В сравнении с малосурьмянистыми разновидностями аккумуляторов, характеристика кальциевых аккумуляторов ниже почти на 70 процентов.
- Повышенная прочность пластин АКБ. Что позволяет пластинам быть устойчивым к вибрациям.
- Снижение интенсивности коррозионных процессов. Это увеличивает срок службы АКБ.
- Кальциевые аккумуляторы оснащены защитой от перезаряда. Характерно свойство выдерживать напряжение до 14,8 В.
- Большинство кальциевых аккумуляторов (около 90 процентов) — необслуживаемые.
- Возможно изготовление пластин меньшей толщины. У производителей есть возможность выпускать аккумуляторы с увеличенным количеством пластин, что влияет на мощность — она становится больше.
- Прекрасный вариант для начинающих автомобилистов. Как мы уже говорили, в большинстве случаев, автомобильный аккумулятор Са/Са является необслуживаемым. Что позволяет водителю не проводить дополнительные действия, такие как измерение уровня и плотности электролита.
Аккумуляторы такого вида идеально подходят для установки в автомобили с полностью исправным электрооборудованием. Желательно, чтобы в транспортном средстве присутствовали системы, которые самостоятельно могут отключать музыку, габаритные огни, свет, в том случае, когда автомобилист забыл сделать это сам.
Желательно, чтобы в транспортном средстве присутствовали системы, которые самостоятельно могут отключать музыку, габаритные огни, свет, в том случае, когда автомобилист забыл сделать это сам.
Недостатки кальциевых АКБ.
К сожалению, в нашей жизни не существует идеальных вещей. Поэтому и кальциевые аккумуляторы также имеют некоторый ряд недостатков.
- Чувствительность к глубоким разрядам. Это главное отличие кальциевых батарей от их гибридных и сурьмянистых аналогов. Кальциевые аккумуляторы крайне не рекомендуется разряжать ниже напряжения в 12 В. Всего лишь при одном глубоком разряде такая АКБ потеряет пятую часть своей емкости. При однократном полном разряде батарея лишается половины емкости, в то время как устройство, которое пережило 9 -10 разрядов, становится абсолютно непригодным к эксплуатации.
- Достаточно высокая стоимость. Что обусловлено дорогим, а также сложным процессом производства.
- Не подходит для режима передвижений в «городском стиле». Длительные простои, в случае, если автомобилем пользуются нечасто и на короткие дистанции, негативно, и даже губительно влияют на кальциевые аккумуляторы.
 Длительные простои, в случае, если автомобилем пользуются нечасто и на короткие дистанции, негативно, и даже губительно влияют на кальциевые аккумуляторы.
Длительные простои, в случае, если автомобилем пользуются нечасто и на короткие дистанции, негативно, и даже губительно влияют на кальциевые аккумуляторы.Заметим, что кальциевые аккумуляторные батареи подходят только для использования в автомобилях. Советуем воздержаться от установки таких устройств в катер или лодку (там они могут подвергнуться глубокому разряду).
Неправильно — «правильная» зарядка кальциевых АКБ
Предположим, что у нас есть кальциевая АКБ. Подаем на нее стандартные 14,4 В и дожидаемся, пока ток, потребляемый батареей, не понизится до 0,1 А (вспоминаем, что это один из признаков, что аккумулятор зарядился). Далее отключаем зарядное устройство и измеряем плотность электролита. Плотность, при заряженном аккумуляторе, должна быть 1,27, однако при измерении мы не видим этой цифры. Что же делать? В интернет многие советуют в таком случае заряжать кальциевые АКБ напряжением 16,1 — 16,5 В. Давайте разберемся, что же будет, если мы последуем этим советам.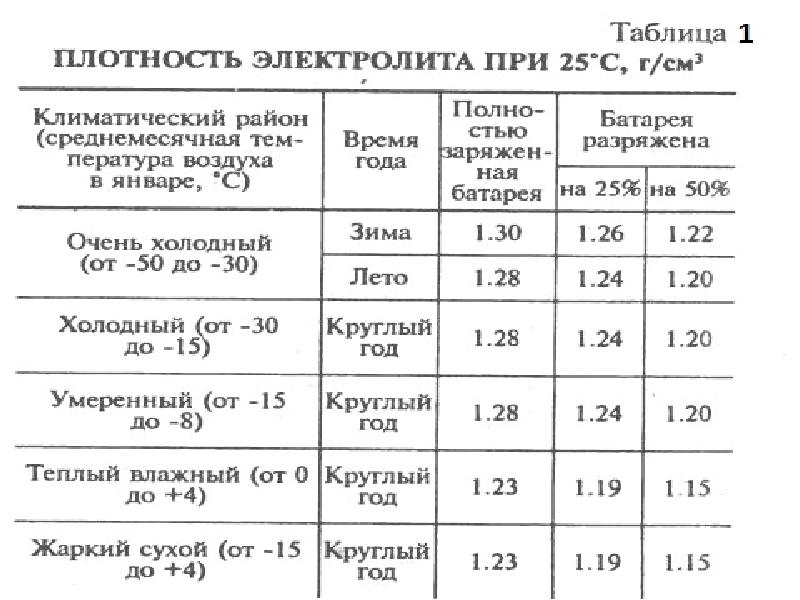
При зарядке таким напряжением, плотность все же повысится, как мы и хотели. Однако подав такое напряжение мы спровоцировали то самое кипение, с которым борется производитель.
В современных батареях реагирует преимущественно тот электролит, который находится в конвертах. Однако тот, который мы втянули ареометром, находится за пределами зоны электрохимической реакции, из чего делаем вывод, что плотность этого электролита совершенно не должна повышаться в одно время с зарядом батарее.
При подаче на клеммы 16 В — электролит на конвертах начинает «кипеть», благодаря чему он начал интенсивно смешиваться с тем, что находится над пластинами. Это и есть единственная причина того, что после повторного замера мы увидели плотность 1,27. Хотя эта плотность и так уже была достигнута внутри конвертов. В то время как мы кипятили АКБ, пластины деградировали, теряя часть свинца.
Предположим, мы все-таки зарядили кальциевую батарею методом из интернета и установили ее на автомобиль. Что же произойдет дальше? После первого запуска заряд, который был накоплен «кипячением», тратится на работу стартера. А далее АКБ подзаряжается под напряжением 14,5 В.
Что же произойдет дальше? После первого запуска заряд, который был накоплен «кипячением», тратится на работу стартера. А далее АКБ подзаряжается под напряжением 14,5 В.
Подводя итоги
Чтобы правильно выбрать АКБ, которая подходит для вашего конкретного автомобиля, необходимо учитывать следующие параметры:
- совместимость аккумулятора с Вашей моделью транспортного средства
- условия и интенсивность эксплуатации
Кальциевые аккумуляторы больше подходят автомобилистам, которые ездят часто и на дальние расстояния, а также предпочитают высокое качество езды. При своевременной подзарядке устройство будет эксплуатироваться в течение долгого времени — в течение срока, заявленного производителем и даже дольше.
Видео на тему:
 youtube.com/embed/GCeYi3322vY» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/GCeYi3322vY» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Как проверить аккумулятор автомобиля | Прием аккумуляторов в Санкт-Петербурге по лучшим ценам
Процесс проверки аккумулятора:
1. Внешний осмотр аккумулятора
2. Проверка уровня электролита в аккумуляторе
3. Проверка плотности электролита в аккумуляторе
4. Измерение напряжения на аккумуляторе вольтметром или мультиметром
5. Проверка аккумулятора нагрузочной вилкой.
1. Внешний осмотр аккумулятора
В процессе эксплуатации на поверхности аккумулятора накапливается грязь, влага, потеки электролита (испарение при кипении). Все это приводит к возникновению токов саморазряда аккумулятора. И если вовремя не подзарядить батарею, в результате получается глубокий разряд аккумулятора.
Частые глубокие разряды аккумулятора прямая дорога к сульфатации пластин и уменьшению срока службы аккумулятора.
Чтобы убедиться в наличии саморазряда:
Подключить один щуп вольтметра на клемму аккумулятора, а другим провести по поверхности аккумулятора, при этом вольтметр покажет какое-то напряжение, соответствующее определенному току саморазряда батареи.
Чтобы устранить саморазряд аккумулятора:
Нужно почистить аккумулятор. Потеки электролита убираются раствором соды в воде (чайная ложка на стакан воды). Электролит-кислота, раствор соды – щелочь, в результате химической реакции возникает соль и вода. Затем промыть аккумулятор водой.
Клеммы зачистите мелкой наждачной бумагой и проверьте надежность их соединения с проводами.
Обратите внимания на корпус в целом. В случае плохого крепления аккумулятора, особенно в морозы, когда пластиковый корпус довольно хрупок, могут возникнуть трещины в корпусе.
2. Проверка уровня электролита в аккумуляторе.
Проверить уровень электролита возможно только в обслуживаемых аккумуляторных батареях.
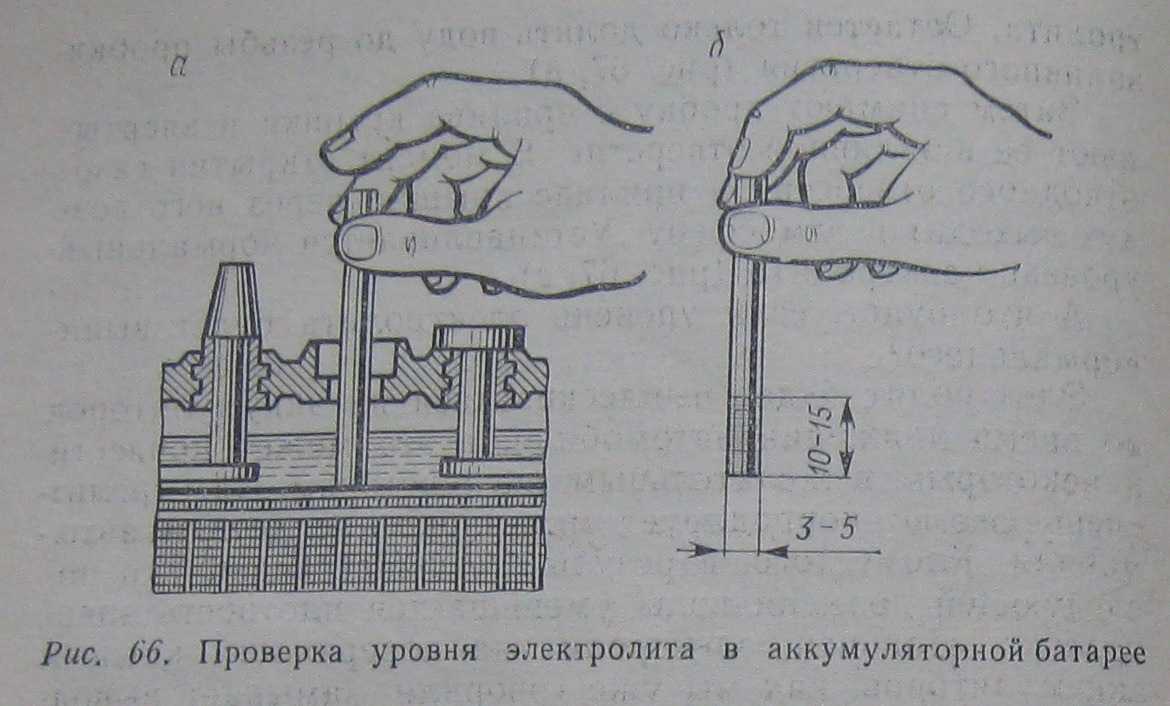
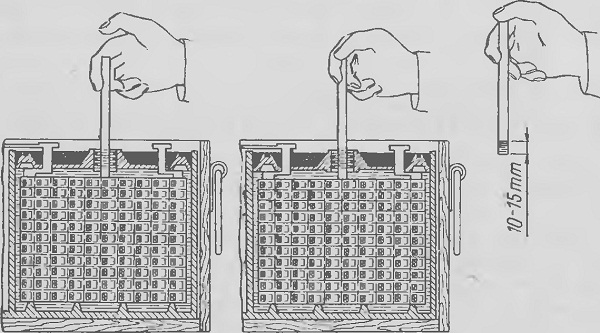
Операция производится специальной стеклянной трубкой, при этом уровень электролита должен быть в пределах 10-12 мм над свинцовыми пластинами аккумуляторной батареи
Для того, что бы замерить уровень электролита необходимо трубку поместить в заливное отверстие аккумулятора до соприкосновения с сеткой сепаратора, верхний конец трубки зажать пальцем и вытащить трубку. Верхний уровень электролита в уровнемерной трубке будет соответствовать уровню электролита в аккумуляторе.
Заниженный уровень является следствием «выкипания» электролита, в этом случае уровень электролита доводится доливкой дистиллированной воды.
Доливка в аккумулятор электролита производится только в том случае, когда вы уверены, что понижение уровня произошло вследствие разливания электролита из батареи.
Перед тем как приступить к дальнейшей проверки аккумулятора необходимо оценить степень его заряженности и дальнейшую проверку аккумулятора производить после полной зарядки.
Определить степень заряженности можно двумя способами: либо измерить плотность электролита в аккумуляторе, либо измерить напряжение на аккумуляторе.
3.Проверка плотности электролита в аккумуляторе (для обслуживаемых аккумуляторов)
Прибор для проверки плотности электролита в аккумуляторе называется – ареометр.
Для замера плотности электролита в аккумуляторе необходимо ареометр поместить в заливное отверстие аккумулятора, с помощью груши произвести забор электролита в колбу, так, что бы поплавок свободно плавал и снять показание плотности по шкале ареометра в соответствие с верхним уровнем электролита.
Значение плотности при 100 % заряженном аккумуляторе будет зависеть от температурных условий эксплуатации АКБ.
Таблица 1. Плотности электролита при различных температурах.
*SOC = State of charge — уровень заряда аккумуляторной батареи
Уменьшение плотности на 0,01 г/см3 от номинального значения соответствует разряду аккумулятора на 5-6%.
Значения, приведенные в таблице, будут верными, если вы производили проверку плотности при температуре электролита 20-30 °С. Если температура отличается от этого диапазона, то следует к измеренному значению плотности прибавить (вычесть) поправку согласно таблице.
Если температура отличается от этого диапазона, то следует к измеренному значению плотности прибавить (вычесть) поправку согласно таблице.
Температура электролита,С | Поправка, г/см3 |
от –40 до –26 от –25 до –11 от –10 до +4 от +5 до +19 от +20 до +30 от +31 до +45 | –0,04 –0,03 –0,02 –0,01 0,00 +0,01 |
Оптимальная плотность электролита в аккумуляторе в зависимости от времени года и района эксплуатации
Обычно в автомобильных аккумуляторах, которые вы можете купить в магазине, плотность электролита соответствует 1,27 г/см3 . Допустим, при проверке плотности электролита в аккумуляторе ареометр показал значение 1,22 г/см3 (то есть плотность упала на 0,05 г/см3), то это значит, что АКБ разрядилась на 30 % от номинального значения.
Допустим, при проверке плотности электролита в аккумуляторе ареометр показал значение 1,22 г/см3 (то есть плотность упала на 0,05 г/см3), то это значит, что АКБ разрядилась на 30 % от номинального значения.
В этом случае батарею необходимо зарядить. После этого, если АКБ исправна, то значение плотности электролита восстановится до номинального значения. Самое главное не допускайте разряда батареи больше чем на 50%.
Температура замерзания электролита в зависимости от плотности
Низкая плотность электролита в зимнее время ведет к его замерзанию, стремительной потери емкости аккумулятора, а иногда даже к физическим деформациям и появлению трещин.
4. Измерение напряжения на аккумуляторе вольтметром или мультиметром
Для измерения напряжение с помощью мультиметра, включите его в режим измерения постоянного напряжения, при этом диапазон установите выше максимального значения напряжения на заряженном аккумуляторе. Например, для популярного недорогого мультиметра серии DT-830 (M-830)
это 20 вольт. Далее подключите черный (COM) щуп мультиметра на минус аккумулятора, красный (плюсовой) на плюс и снимите показания с дисплея мультиметра.
Далее подключите черный (COM) щуп мультиметра на минус аккумулятора, красный (плюсовой) на плюс и снимите показания с дисплея мультиметра.
Напряжение полностью заряженного аккумулятора должно быть не менее 12,6 вольта.
Если напряжение батареи менее 12 вольт — степень ее заряда упала больше чем на 50 %, аккумулятор необходимо срочно зарядить!
Нельзя допускать глубоких разрядов аккумулятора, это ведет, к сульфатации пластин аккумулятора.
Напряжение на аккумуляторной батареи величиной меньше 11,6 в означает, что батарея разряжена на 100 %.
Но нельзя жестко привязываться к конкретному значению напряжения, так как оно связано с плотностью электролита в аккумуляторе.
Автомобильный аккумулятор состоит из шести банок, соединенных последовательно. Напряжение одной банки можно вычислить по формуле:
Uб= 0,84 +ρ
где, ρ – плотность электролита;
Тогда напряжение на аккумуляторе будет равно:
Uакб = 6*(0. 84 +ρ)
При плотности АКБ равной 1,27 г/см3 напряжение на аккумуляторе будет:
Uакб = 6*(0,84 +1,27) = 12,66 вольт
Соответственно при разной начальной плотности электролита в аккумуляторе будет и разной напряжение на нем.
5.Проверка аккумулятора нагрузочной вилкой.
Когда при измерении напряжения определяется, что аккумуляторная батарея полностью заряжена, а «крутит двигатель» плохо или вообще не «крутит» — можно предположить, что у такого аккумулятора упала емкость в результате долгой, или неправильной эксплуатации и разряжается он настолько быстро, что «умирает» за одну секунду.
Чтобы проверить работу аккумулятора под нагрузкой используется нагрузочная вилка. Схема нагрузочной вилки приведена на рисунке.
То есть нагрузочная вилка представляет собой вольтметр с возможностью подключения параллельно с его выводами нагрузки. Для стартерных батарей сопротивление нагрузки выбирается в диапазоне 1-1,4 от емкости аккумулятора.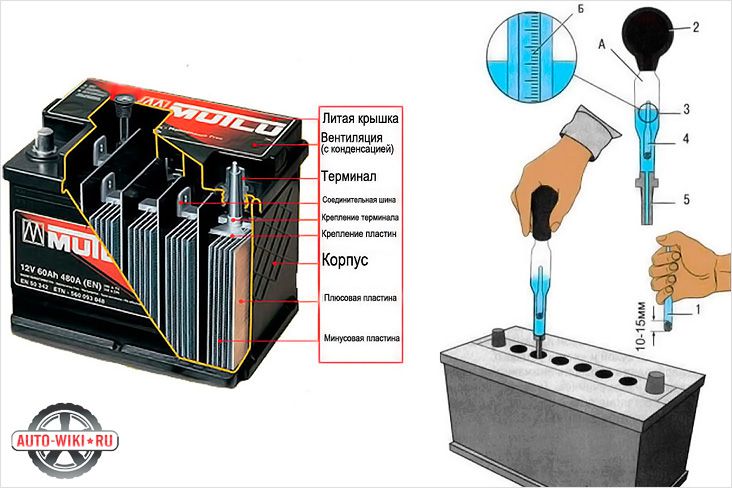 Это считается максимальным разрядным током для аккумулятора. Не путать со стартерным током.
Это считается максимальным разрядным током для аккумулятора. Не путать со стартерным током.
Сначала проводится измерение напряжения аккумулятора без нагрузки и определение степени его заряженности с помощью таблицы.
Таблица. Зависимость степени заряженности АКБ от напряжения на холостом ходу. (АКБ находится в покое не менее 24 часов).
| Показания вольтметра. | >12,7 | 12,5 | 12,3 | 12,1 | < 11.9 |
| Процент заряженности % | 100 | 75 | 50 | 25 | 0 |
Вторым этапом является измерение напряжение на аккумуляторе при подключенной нагрузки и определение степени заряженности согласно таблице. Снятие показание под нагрузкой производится в конце пятой секунды с момента подключения нагрузки.
Таблица. Зависимость степени заряженности АКБ от напряжения в конце 5 секунды тестирования нагрузочной вилкой.
| Показания вольтметра. | >10,2 | 9,6 | 9 | 8,4 | < 7.8 |
| Процент заряженности % | 100 | 75 | 50 | 25 | 0 |
При 100% заряженном аккумуляторе напряжение, измеряемое под нагрузкой не должно быть меньше 10,2 вольта. В противном случае считается что аккумулятор не полностью заряжен и его необходимо зарядить.
Если же случилась такая ситуация, что без нагрузки аккумулятор показывает напряжение 100% заряженного аккумулятора, а при включении нагрузки напряжение сильно «просаживается» и сильно отличается от значений указанных в таблице, значит — в таком аккумуляторе неисправность (сульфатация, короткозамкнутые пластины и т. д.).
д.).
Необходимо, если это возможно устранять неисправность или приобретать новый аккумулятор.
Какой должен быть уровень электролита в автомобильном аккумуляторе
От качества аккумуляторной батареи (АКБ) зависит эффективный запуск двигателя и слаженность в работе электрической системы. В обслуживаемых АКБ водители способны влиять на параметры этого прибора не только уровнем заряда, но и с помощью изменения количества и плотности электролита.
Поддерживать заданный уровень электролита в автомобильном аккумуляторе необходимо во все сезоны. От этого зависит длительность его эффективной эксплуатации электроприбора. Во время работы с электролитом в АКБ, необходимо соблюдать меры предосторожности.
Эксплуатация обслуживаемой батареи
Большинство современных автомобилей оснащено аккумуляторами с необслуживаемой конструкцией. Такой вариант предпочтительнее в эксплуатации для пользователей, ведь в нем нужно только поддерживать уровень заряда. Но отрицательной стороной является малый срок эксплуатации и отсутствие ремонтопригодности.
В обслуживаемых АКБ владелец влияет на многие процессы, при этом возможность диагностики и устранения выявленных проблем выше, чем у необслуживаемой конструкции. Делать это можно даже в гаражных условиях.
Визуальное отличие между двумя типами батарей заключается в том, что обслуживаемая конструкция оснащена пробками для доступа внутрь банок с пластинами. Поэтому перед тем, как проверить уровень электролита в аккумуляторе, владелец выкручивает поочередно крышки с каждой из емкостей.
Вывинчивать резьбу надо осторожно, чтобы не повредить пробку. Удобно делать это монеткой, а не отверткой. Требуемый уровень рабочей жидкости может быть обозначен производителем на корпусе батареи. Его сравнивают с действительным параметром, и на этом основании проводят дальнейшие действия.
Работы с аккумулятором
Откидываем контакты и достаем АКБ с его места. Работа с обслуживаемой батареей начинается с чистки возможного загрязнения с верхней части, на которой располагаются клеммы. Такая операция является обязательной для того, чтобы не допустить попадания мусора внутрь банок. Также этим способом снижаем воздействие коррозионных компонентов на металлические части.
Убрать загрязнения поможет бытовое чистящее средство с аммиаком. Его распыляют на ветошь или салфетки, а затем протирают батарею. Зоны с сильным загрязнением не стоит чистить содой, так как она способствует ускорению корродирующих процессов.
Если пробки расположены отдельно, то их выкручивают против часовой стрелки. Когда часть банок закрыта общей пробкой, то для открытия ее поддевают плоской отверткой или шпателем. После этого откроется доступ к внутреннему содержанию. На необслуживаемом варианте батареи будет соответствующая надпись. С ним подобные операции проводить категорически запрещено.
Под открывшимися пробками возможно также скопление грязи. Желательно от нее также избавиться с помощью ветоши и чистящего средства. Нужно проследить, чтобы после чистки не остались частички салфетки или ворс от ветоши на внутренней стороне крышки, ведь они могут попасть внутрь батареи.
Определение уровня электролитической жидкости
Для того чтобы понять сколько должно быть электролита в аккумуляторе первоначально, необходимо сверить уровень в отдельных банках. Во всех емкостях должен быть одинаковый объем. Небольшая погрешность по высоте возникает при испарениях жидкости во время значительного перегрева.
Существенная разница в объеме содержимого банок может появиться в том случае, если корпус АКБ дал трещину. Дальнейшая эксплуатация такого прибора не допускается. Если явных деформаций или повреждений корпуса не замечается, то можно долить дистиллят в проблемную банку и проконтролировать в ней объем через пару недель.
Когда уровень жидкости не покрывает в полной мере пластины, то эффективность батареи существенно снижается. Открытые элементы платин без электролита могут прийти в негодность за несколько дней. Свинцовые пластинки могут быть оголены примерно на 10 мм, тогда достаточно залить воду. Если непокрыта большая часть, то, вероятнее всего, батарею надо будет менять.
Нужно знать, что отсутствие в большом количестве электролита и оставшиеся на виду пластины могут являться свидетельством чрезмерной перезаряженности.
Чтобы решить эту проблему, надо проверить работу генератора.
Оптимальным принято считать уровень жидкости, когда над пластинами ее есть еще около 10 мм либо от уровня горловины она опустилась на 3-4 мм. При таком соотношении никакой доливки проводить не стоит. Достаточно закрутить банки, а следующую проверку сделать через 2-3 месяца.
Максимально допустимым является уровень, когда жидкость слегка достает до пластика открытого отверстия. Конструкционно в горловине сделаны выемки, помогающие сформировать выпуклость за счет поверхностного натяжения жидкости. При соприкосновении электролита с горловиной, выпуклость образуется, если нет касания, то и поверхность ровная. Это сделано для избегания переливов. Разглядеть такую выпуклость можно с помощью фонаря.
Такая технология актуальна для свинцово-кислотных батарей. Другие типы неавтомобильных аккумуляторов надо обслуживать по рекомендациям их производителей.
Как скорректировать объем электролита
При заправке банок АКБ можно пользоваться исключительно дистиллированной водой. Ее можно купить практически в любом автомагазине. Нельзя допускать эксплуатацию открытых пластин. Залив жидкость внутрь до уровня горловины, надо зарядить батарею.
Автомобилисту для правильного наполнения банок без лишнего проливания жидкости можно пользоваться лейкой или резиновой спринцовкой. При этом надо не допустить попадания загрязнения внутрь.
Нужно знать, что эксплуатационные характеристики и продолжительность службы аккумулятора снизятся, если вливать недистиллированную воду.
Это происходит за счет различных примесей в жидкости, например, хлора в водопроводной или повышенной концентрации солей в колодезной. В разряженный аккумулятор надо доливать воду лишь для того, чтобы покрыть пластины. Получив заряд, уровень электролита повысится, поэтому займет оставшееся место.
Завершающий этап работы с АКБ
На завершающей стадии надо вкрутить пробки на свои места. Предварительно стоит очистить их внутреннюю сторону. Перелив жидкости допускать не желательно. Разлившиеся капли надо убрать ветошью так, чтобы не касаться руками электролита, ведь в нем есть доля кислоты.
Вытирать потеки надо движениями от отверстий. Если аккумулятор находился под капотом в это время, то надо не допустить попадания капель на другие детали и двигатель. Завершив вытирание, надо выкинуть ветошь в мусор, а емкость с водой, в которой поласкали тряпку, слить в канализацию так, чтобы не расплескать частички кислоты на одежду и предметы.
Если капли попали на какую-то поверхность, то их нужно стереть тряпкой, смоченной бытовым моющим средством. В течение нескольких недель надо контролировать переполненную емкость с электролитом. При появлении расплескивания убираем капли таким же методом.
Незначительное сокращение массовой доли кислоты в составе электролита послы выплескивания и добавления дистиллята не влияет критически на работоспособность батареи. Поэтому доливать в такой ситуации кислоту не стоит, ведь ее избыток в массовой доле приводит к интенсивному износу электроприбора, а недостаток не так критичен для работоспособности и выходных характеристик АКБ.
Безопасность при работе с электролитом
В состав электролита входит серная кислота, это значит, что необходимо проявлять осторожность при работе с этой жидкостью. В первую очередь необходимо защитить глаза от попадания в них паров или капель. Для этого используют защитные строительные очки. Обычные оптические очки не подойдут, так как у них отсутствует боковая защита. Также нельзя использовать контактные линзы, ведь они не закрывают глаз полностью.
Работу желательно проводить в резиновых защитных перчатках. Одной из эффективных защит обладают неопреновые изделия. Они способны до часа противодействовать разрушающей жидкости. Меньшая степень безопасности у латексных и виниловых материалов. Минимальный уровень защиты у нитриловых перчаток, так как они разъедаются практически сразу от попадания капель электролита.
Одежда должна быть из плотной ткани. Рукав надо подбирать длинный и заправлять его в перчатку. Разъедание ткани при попадании на нее жидкости может происходить не сразу, а по прошествии нескольких часов.
Попавшую жидкость на кожу надо немедленно смыть проточной водой. Можно пользоваться мылом. Покраснение от воздействия кислоты может проявиться не сразу, так как для химического ожога, в отличие от термического, нужно некоторое время для воздействия.
Интересное по теме:
загрузка…
Вконтакте
Одноклассники
Google+
Какой должен быть уровень электролита в аккумуляторе и как его замерить?
Для того, чтобы аккумулятор служил под капотом любого автомобиля как можно дольше, необходимо соблюдать несколько стандартных условий повседневной эксплуатации. И самой главной смело можно назвать нормальный уровень электролита. Современные технологии позволили сделать пластины максимально прочными и нечувствительными к вибрации и глубокому разряду. Но, источник питания по-прежнему подвержен практически мгновенному выходу из строя, если в его банках будет пониженный уровень электролита. Эксперты магазина аккумуляторов https://akym5.com всегда помогут Вам в случае необходимости.
Почему уровень кислоты так важен?
Электролит необходим в каждой банке для того, чтобы создать химическую реакцию по накапливанию и отдаче электрического тока. Он состоит на 30% из серной кислоты и на 70% из обычной дистиллированной воды. Этого вполне достаточно, чтобы началась химическая реакция. До тех пор пока пластины и активную массу покрывает жидкость, они не так сильно подвержены коррозии и сульфатации. Но, как только электрод оголяется, он практически сразу покрывается сульфатом. Избавиться от него будет достаточно проблематично. А если пластины поражены им сильно, то процесс преждевременного умирания АКБ уже не остановить.
По каким причинам может меняться уровень?
В зависимости от модели, столбик жидкости над пластинами может быть разной по высоте. Но, большинство производителей указывают норму в пределах 11-15 мм. Этого вполне достаточно, чтобы компенсировать естественную тряску и наклоны машины во время движения по некачественной дороге. Основными причинами изменения уровня можно назвать следующие факторы:
– естественное испарение 3-5 мм в год;
– повышенная нагрузка на электрический стартер или увеличенное количество используемых на борту машины потребителей;
– неестественно жаркое лето или перегрев подкапотного пространства.
Определяем уровень самостоятельно
Профессионалы из АКУМ5 знают два способа, как контролировать уровень жидкости в каждой банке. Первый, самый простой. На полупрозрачном корпусе из специального пластика есть две горизонтальные метки. Каждая из них соответствует минимальному и максимально допустимому уровню кислоты. Жидкость, по возможности, должна находиться как можно выше. Но, ни при каких обстоятельствах не опускаться ниже критической отметки.
Второй способ используют владельцы обслуживаемых корпусов, из тёмного пластика. Где визуальный контроль без вскрытия банок просто невозможен. Для этой цели необходимо в автомобильном магазине купить специальную стеклянную трубочку с пометками. Трубку необходимо вставить в отверстие банки до упора, зажать подушкой пальца отверстие и вынуть наружу. Уровень жидкости должен находиться между двумя метками, которые сигнализируют о фактическом состоянии уровня электролита.
Важно: все операции с кислотой необходимо проводить только в безопасном месте. На руках должны быть резиновые перчатки и плотная одежда. А на глазах защитные пластиковые очки. Только в таком случае случайная капля кислоты не причинит серьёзных химических ожогов.
Если в отдельных банках жидкости недостаточно, необходимо долить при помощи пластикового шприца немного дистиллированной воды. За каждый раз не более 5-10 мл. В будущем выбудете уже точно знать, сколько добавлять воды, в зависимости от ёмкости АКБ.
Экспертное замечание
Эксперт АКУМ5 просит учесть такой фактор, как естественное температурное расширение. Уровень электролита может меняться под влиянием температуры. По этому все замеры необходимо делать, пока источник питания имеет диапазон температур от +15 до +25 градусов. Только в таком состоянии можно гарантировать о точности замеров.
| Какой тип аккумуляторов рекомендуется? | Преобразователи, оснащенные Wizard. Залитая свинцово-кислотная батарея глубокого цикла, AGM, гелевая ячейка Размер батареи не должен быть меньше размера преобразователя в AMPS. | аккумулятор |
| Повлияет ли выравнивание на аккумуляторы AGM? | Выравнивание, применяемое в обычном смысле к зарядным устройствам для батарей в Лос-Анджелесе, означает до 15,5 вольт в течение периода времени, часто превышающего час. Используемый нами цикл выравнивания мягкий, 14,4 В в течение 15 минут каждые 21 час в режиме хранения. Было доказано, что это хорошо снижает сульфатацию в свинцово-кислотных аккумуляторных батареях. Это также не влияет на AGM. Производители AGM заверили нас, что профиль, который мы используем, подходит для аккумуляторов AGM. | |
| Разряжаются ли свинцово-кислотные батареи, когда они не используются? | Все батареи, независимо от их химического состава, саморазряжаются.Скорость саморазряда свинцово-кислотных аккумуляторов зависит от температуры хранения или эксплуатации. При температуре 80 градусов по Фаренгейту свинцово-кислотная батарея саморазряжается со скоростью примерно 4% в неделю. Аккумулятор емкостью 125 ампер-часов будет саморазряжаться со скоростью примерно пять ампер в неделю. Имея это в виду, если аккумулятор емкостью 125 Ач будет храниться в течение четырех месяцев (16 недель) зимой без подзарядки, он потеряет 80 ампер из своей 125-амперной емкости. Он также будет иметь сильную сульфатацию, что вызывает дополнительную потерю мощности.Держите батареи заряженными, когда они не используются! | свинцово-кислотный |
| У свинцово-кислотных аккумуляторов есть память? | Свинцово-кислотные аккумуляторы не имеют памяти. | свинцово-кислотный |
| Нужно ли полностью разряжать свинцово-кислотную батарею перед ее зарядкой? | Нет, на самом деле вы никогда не должны разряжать свинцово-кислотную батарею ниже 80% ее номинальной емкости. Разрядка ниже этой точки или 10,5 вольт может привести к его повреждению. | свинцово-кислотный |
| Когда мне нужно выполнить уравнительный заряд? | Выравнивание должно выполняться при первой покупке батареи (так называемая освежающая зарядка) и регулярно (каждые 10 циклов разрядки или не реже одного раза в месяц). Снижение производительности также может указывать на необходимость выравнивающей зарядки. | свинцово-кислотный |
| Что такое уравнительный заряд? | Уравнительный заряд для 12-вольтовой батареи требует, чтобы она заряжалась напряжением не менее 14 В.4 вольта в течение как минимум одного часа один раз в месяц или каждые 10 циклов разрядки. Уравнительный заряд предотвращает расслоение батареи и уменьшает сульфатацию, которая является основной причиной выхода батареи из строя. | свинцово-кислотный |
| Когда следует доливать воду в батареи? | Частота полива зависит от частоты использования и подзарядки батарей. Также использование батарей в жарком климате потребует более частого полива. Лучше всего часто проверять уровень воды в аккумуляторе и при необходимости добавлять дистиллированную воду.Никогда не добавляйте водопроводную воду в аккумулятор. Водопроводная вода содержит минералы, которые снижают емкость аккумуляторов и увеличивают скорость их саморазряда. Предупреждение. В новой батарее может быть низкий уровень электролита. Сначала зарядите аккумулятор, а затем добавьте воды, если это необходимо. Добавление воды в аккумулятор перед зарядкой может привести к переливу электролита. | свинцово-кислотный |
| Каков правильный уровень электролита? | Уровень электролита в аккумуляторе должен быть чуть ниже дна вентиляционного колодца, примерно на ½–¾ дюйма выше верхней части сепараторов.Никогда не позволяйте уровню электролита опускаться ниже верхней части пластин. | свинцово-кислотный |
| Нужно ли доливать кислоту в аккумулятор? | При нормальных условиях эксплуатации доливать кислоту не требуется. Для достижения рекомендуемого уровня электролита следует добавлять только дистиллированную или деионизированную воду. | свинцово-кислотный |
| Могут ли мои батареи замерзнуть? | Если аккумулятор частично разряжен, электролит в свинцово-кислотном аккумуляторе может замерзнуть.При уровне заряда 40 % электролит замерзнет, если температура упадет примерно до -16 градусов по Фаренгейту. Когда аккумулятор полностью заряжен, электролит не замерзнет, пока температура не упадет примерно до -92 градусов по Фаренгейту. | свинцово-кислотный |
| Какие ошибки чаще всего допускают владельцы свинцово-кислотных аккумуляторов? | Недостаточный заряд. Обычно возникает из-за того, что зарядное устройство не позволяет полностью зарядить аккумулятор после использования. Продолжительная эксплуатация аккумулятора в частично заряженном состоянии или хранение аккумулятора в разряженном состоянии приводит к образованию сульфата свинца (сульфатации) на пластинах.Сульфатация снижает производительность батареи и может привести к ее преждевременному выходу из строя. Перезарядка. Непрерывная зарядка вызывает ускоренную коррозию положительных пластин, чрезмерное потребление воды и, в некоторых случаях, вредную температуру внутри батареи. Свинцово-кислотные аккумуляторы следует заряжать после каждого разряда более чем на 50% их номинальной емкости, а также во время или после длительного хранения в течение 30 и более дней. Недостаточное увлажнение — В свинцово-кислотных батареях вода теряется в процессе зарядки.Если уровень электролита упадет ниже верха пластин, может произойти непоправимое повреждение. Часто проверяйте уровень воды в аккумуляторе. Чрезмерное увлажнение. Чрезмерное увлажнение батареи приводит к дополнительному разбавлению электролита, что приводит к снижению производительности батареи. Добавляйте воду в аккумулятор после его полной зарядки, никогда, если аккумулятор частично разряжен. | свинцово-кислотный |
| Могу ли я снизить потребность в добавлении воды в аккумулятор, снизив зарядное напряжение до 13 вольт или меньше? | Снижение зарядного напряжения уменьшит потребность в добавлении воды, но вызовет состояние, известное как расслоение батареи.Расслоение аккумуляторной батареи происходит, когда серная кислота в смеси электролитов отделяется от воды и начинает концентрироваться на дне аккумуляторной батареи. Эта повышенная концентрация кислоты увеличивает образование сульфата свинца (сульфатирование). Для предотвращения расслоения ваш аккумулятор должен периодически проходить уравнительный заряд (повышение зарядного напряжения до 14,4 вольта и выше). | свинцово-кислотный |
| Как работают свинцово-кислотные аккумуляторы? | Основные сведения об аккумуляторах | свинцово-кислотные AGM |
| Как ухаживать за свинцово-кислотными батареями? | Управление батареями 101 | свинцово-кислотные AGM |
| Какой размер батареи? | Калькулятор банка аккумуляторов для жилых автофургонов | свинцово-кислотный |
| Аккумуляторная батарея какого размера для инвертора? | Калькулятор банка аккумуляторов для жилых автофургонов | свинцово-кислотный |
Положительная пластина — обзор
6.1.2 Сепараторы
Сепараторы между положительной и отрицательной пластинами предотвращают короткое замыкание из-за физического контакта, в основном через дендриты («деревообразование»), а также из-за осыпания активного материала. Сепараторы позволяют потоку ионов между пластинами электрохимической ячейки образовывать замкнутый контур. Для изготовления сепараторов использовались дерево, резина, мат из стекловолокна, целлюлоза, ПВХ или полиэтилен. Первоначальным выбором было дерево, но оно испортилось в кислом электролите.Резиновые сепараторы стабильны в аккумуляторной кислоте и обеспечивают ценные электрохимические преимущества, которых нет у других материалов.
Эффективный сепаратор должен обладать несколькими механическими свойствами, такими как проницаемость, пористость, распределение пор по размерам, удельная поверхность, механическая конструкция и прочность, электрическое сопротивление, ионная проводимость и химическая совместимость с электролитом. При эксплуатации сепаратор должен обладать отличной устойчивостью к кислоте и окислению. Площадь сепаратора должна быть немного больше площади пластин, чтобы предотвратить замыкание материала между пластинами.Сепараторы должны оставаться стабильными в диапазоне рабочих температур батареи.
В конструкции с абсорбированным стекломатом (AGM) разделители между пластинами заменены матом из стекловолокна, пропитанным электролитом. В мате достаточно электролита, чтобы он оставался влажным, а если аккумулятор проткнуть, то электролит из матов не вытечет. Принципиальной целью замены жидкого электролита в залитом аккумуляторе полунасыщенным стекловолоконным матом является существенное увеличение транспорта газа через сепаратор; Газообразный водород или кислород, образующийся при перезарядке или зарядке (если ток заряда чрезмерный), способен свободно проходить через стекломат и соответственно восстанавливать или окислять противоположную пластину.В залитой ячейке пузырьки газа всплывают наверх батареи и теряются в атмосфере. Однако в конфигурации AGM транспортный механизм заставляет добытый газ рекомбинировать и снова образовывать воду. Дополнительным преимуществом полунасыщенного элемента является отсутствие существенной утечки электролита при физическом проколе корпуса батареи, что позволяет полностью герметизировать батарею, что делает их полезными в портативных устройствах и аналогичных целях. Кроме того, батарею можно установить в любом положении, хотя при установке вверх дном кислота может выдуваться через клапан избыточного давления.
Для снижения водоотдачи пластины легированы кальцием. Однако накопление газа остается проблемой, когда батарея сильно или быстро заряжается или разряжается. Чтобы предотвратить избыточное давление в корпусе батареи, батареи AGM включают односторонний продувочный клапан и часто известны как конструкции «свинцово-кислотные с регулируемым клапаном» (VRLA).
Еще одним преимуществом конструкции AGM является то, что электролит становится механически прочным материалом сепаратора. Это преимущество позволяет сжимать пакет пластин вместе в корпусе батареи, немного увеличивая плотность энергии по сравнению с жидкими или гелевыми версиями.Аккумуляторы AGM часто имеют характерное «выпячивание» корпуса, если они построены в обычных прямоугольных формах из-за расширения положительных пластин.
Коврик также препятствует вертикальному движению электролита внутри батареи. Когда обычный влажный элемент хранится в разряженном состоянии, более тяжелые молекулы кислоты имеют тенденцию оседать на дно батареи, вызывая расслоение электролита. Когда батарея затем используется, большая часть тока протекает только в этой области, а нижняя часть пластин быстро изнашивается.Это одна из причин, по которой обычный автомобильный аккумулятор может выйти из строя, если оставить его на длительное хранение, а затем использовать и перезаряжать. Коврик значительно предотвращает это расслоение, избавляя от необходимости периодически встряхивать аккумуляторы, кипятить их или пропускать через них «уравнительный заряд» для перемешивания электролита. Расслоение также приводит к тому, что верхние слои батареи почти полностью становятся водой, которая в морозы может замерзнуть; поэтому AGM значительно менее подвержены повреждениям из-за использования при низких температурах.
Хотя элементы AGM не допускают полива (как правило, невозможно долить воду, не просверлив отверстие в аккумуляторе), процесс их рекомбинации принципиально ограничивается обычными химическими процессами. Газообразный водород будет даже диффундировать прямо через сам пластиковый корпус. Некоторые считают, что добавлять воду в аккумулятор AGM выгодно, но это нужно делать медленно, чтобы вода смешивалась путем диффузии по всему аккумулятору. Когда свинцово-кислотный аккумулятор теряет воду, концентрация кислоты в нем увеличивается, что значительно увеличивает скорость коррозии пластин.Ячейки AGM уже имеют высокое содержание кислоты в попытке снизить скорость потери воды и увеличить напряжение в режиме ожидания, и это приводит к более короткому сроку службы по сравнению с залитыми свинцово-сурьмяными батареями. Если напряжение холостого хода ячеек AGM значительно выше 2,093 В или 12,56 В для батареи 12 В, то содержание кислоты в ней выше, чем в залитой ячейке; хотя это нормально для AGM-аккумулятора, для долгой жизни это нежелательно.
Аккумуляторы AGM, преднамеренно или случайно перезаряженные, будут демонстрировать более высокое напряжение холостого хода в зависимости от потери воды (и увеличения концентрации кислоты).Одна Ач перезарядки высвободит 0,335 грамма воды; некоторые, но не все, из этого высвобожденного водорода и кислорода рекомбинируют.
Статьи о батареях | Описание свинцово-кислотной батареи
Стю Олтман, технический редактор журнала Wing World
Отредактировано и перепечатано с разрешения
12-вольтовая аккумуляторная батарея мотоцикла состоит из пластикового корпуса, содержащего шесть элементов. Каждая ячейка состоит из набора положительных и отрицательных пластин, погруженных в разбавленный раствор серной кислоты, известный как электролит, и каждая ячейка имеет напряжение около 2.1 вольт при полной зарядке. Шесть элементов соединены вместе, чтобы получить полностью заряженную батарею с напряжением около 12,6 вольт.
Замечательно, но как свинцовые пластины, вставленные в серную кислоту, производят электричество? Батарея использует электрохимическую реакцию для преобразования химической энергии в электрическую. Давайте посмотрим. Каждая ячейка содержит пластины, напоминающие крошечные квадратные теннисные ракетки, сделанные либо из свинцово-сурьмяного, либо из свинцово-кальциевого сплава. Затем к пластинам приклеивается паста из так называемого «активного материала»; губчатый свинец для отрицательных пластин и диоксид свинца для положительных.В этом активном материале происходит химическая реакция с серной кислотой, когда на клеммы аккумулятора подается электрическая нагрузка.
Как это работает
Позвольте мне сначала представить вам общую картину для тех, кто не очень внимателен к деталям. В основном, когда батарея разряжается, серная кислота в электролите истощается, так что электролит больше напоминает воду. В то же время сульфат из кислоты покрывает пластины и уменьшает площадь поверхности, на которой может происходить химическая реакция.Зарядка обращает процесс вспять, превращая сульфат обратно в кислоту. Это в двух словах, но читайте дальше для лучшего понимания. Если вы уже выбежали из комнаты, крича и дергая себя за волосы, не волнуйтесь.
Электролит (серная кислота и вода) содержит заряженные ионы сульфата и водорода. Ионы сульфата заряжены отрицательно, а ионы водорода — положительно. Вот что происходит, когда вы включаете нагрузку (фары, стартер и т.д.). Ионы сульфата перемещаются к отрицательным пластинам и теряют свой отрицательный заряд.Оставшийся сульфат соединяется с активным материалом на пластинах, образуя сульфат свинца. Это снижает прочность электролита, а сульфат на пластинах действует как электрический изолятор. Избыточные электроны вытекают из отрицательной стороны батареи, проходят через электрическое устройство и возвращаются к положительной стороне батареи. На положительной клемме батареи электроны устремляются обратно и принимаются положительными пластинами. Кислород в активном материале (диоксид свинца) реагирует с ионами водорода с образованием воды, а свинец реагирует с серной кислотой с образованием сульфата свинца.
Ионы, движущиеся в электролите, создают ток, но по мере того, как ячейка разряжается, количество ионов в электролите уменьшается, и площадь активного материала, доступного для их приема, также уменьшается, потому что он покрывается сульфатом. Помните, что химическая реакция происходит в порах активного материала, прикрепленного к пластинам.
Многие из вас, возможно, замечали, что батарея, используемая для запуска велосипеда, который просто не заводится, быстро доходит до того, что двигатель даже не заводится.Однако, если эту батарею оставить на некоторое время в покое, она, похоже, вернется к жизни. С другой стороны, если вы оставите переключатель в положении «парк» на ночь (горит только пара маленьких лампочек), то утром аккумулятор будет совершенно бесполезен, и никакой отдых не заставит его восстановиться. Почему это? Поскольку ток возникает в результате химической реакции на поверхности пластин, сильный ток быстро превращает электролит на поверхности пластин в воду. Напряжение и ток будут снижены до уровня, недостаточного для работы стартера.Требуется время, чтобы большее количество кислоты диффундировало через электролит и добралось до поверхности пластин. Этому способствует короткий период отдыха. Кислота не истощается так быстро, когда ток мал (например, для питания лампы заднего фонаря), а скорость диффузии достаточна для поддержания напряжения и тока. Это хорошо, но когда напряжение, в конце концов, падает, больше не остается кислоты, скрывающейся во внешних пределах ячейки, чтобы мигрировать на пластины. Электролит в основном состоит из воды, а пластины покрыты изолирующим слоем сульфата свинца.Теперь требуется зарядка.
Саморазряд
Одной из неприятных особенностей свинцово-кислотных аккумуляторов является то, что они разряжаются сами по себе, даже если не используются. Общее эмпирическое правило – скорость саморазряда составляет один процент в день. Эта скорость увеличивается при высоких температурах и уменьшается при низких температурах. Не забывайте, что ваш Gold Wing с часами, стереосистемой и CB-радио никогда не выключается полностью. Каждое из этих устройств имеет «поддерживающую память» для сохранения ваших предварительных настроек радио и времени, и эти воспоминания потребляют около 20 миллиампер или .020 ампер. Это высасывает из вашей батареи около получаса ампер-часа в день при температуре 80 градусов по Фаренгейту. Это потребление в сочетании со скоростью саморазряда приведет к тому, что ваша батарея будет разряжена на 50 процентов за две недели, если велосипед оставить без присмотра и без движения.
При зарядке аккумулятора
Зарядка — это процесс, обращающий электрохимическую реакцию вспять. Он преобразует электрическую энергию зарядного устройства в химическую энергию. Помните, батарея не хранит электричество; он хранит химическую энергию, необходимую для производства электричества.
Зарядное устройство меняет направление тока при условии, что зарядное устройство имеет большее напряжение, чем аккумулятор. Зарядное устройство создает избыток электронов на отрицательных пластинах, и положительные ионы водорода притягиваются к ним. Водород реагирует с сульфатом свинца с образованием серной кислоты и свинца, и когда большая часть сульфата уходит, водород поднимается с отрицательных пластин. Кислород в воде вступает в реакцию с сульфатом свинца на положительных пластинах, снова превращая их в двуокись свинца, и когда реакция почти завершена, из положительных пластин поднимаются пузырьки кислорода.
Многие люди думают, что внутреннее сопротивление батареи высокое, когда батарея полностью заряжена, но это не так. Если вы подумаете об этом, вы вспомните, что сульфат свинца действует как изолятор. Чем больше сульфата на пластинах, тем выше внутреннее сопротивление батареи. Более высокое сопротивление разряженной батареи позволяет ей принимать более высокую скорость зарядки без выделения газа или перегрева, чем когда батарея почти полностью заряжена. Почти полностью заряженный, остается не так много сульфата, чтобы поддерживать обратную химическую реакцию.Уровень зарядного тока, который может быть применен без перегрева батареи или разрушения электролита на водород и кислород, известен как «естественная скорость поглощения» батареи. Когда ток заряда превышает эту естественную скорость поглощения, происходит перезарядка. Аккумулятор может перегреться, и электролит начнет пузыриться. На самом деле, часть зарядного тока теряется в виде тепла даже при правильном уровне заряда, и эта неэффективность создает необходимость возвращать в батарею больше ампер-часов, чем было извлечено.Подробнее об этом позже.
Как долго будет работать мой аккумулятор?
Существует множество факторов, которые могут привести к выходу из строя батареи или значительному сокращению срока ее службы. Одна из таких вещей позволяет батарее оставаться в частично разряженном состоянии . Мы говорили о сульфатообразовании на поверхности пластин аккумулятора при разряде, сульфат также образуется в результате саморазряда. Сульфат также быстро образуется, если уровень электролита упадет до такой степени, что пластины будут открыты.Если позволить этому сульфату остаться на пластинах, кристаллы будут увеличиваться в размерах и затвердевать до тех пор, пока их станет невозможно удалить путем зарядки. Следовательно, количество доступной площади поверхности для химической реакции будет постоянно уменьшаться. Это состояние известно как «сульфатация», и оно необратимо снижает емкость аккумулятора. Аккумулятор на 20 ампер-часов может начать работать как аккумулятор на 16 ампер-часов (или меньше), быстро теряя напряжение под нагрузкой и не поддерживая достаточное напряжение во время проворачивания коленчатого вала для работы системы зажигания мотоцикла.Это последнее условие проявляется, когда двигатель отказывается запускаться до тех пор, пока вы не уберете палец с кнопки запуска. Когда вы отпускаете стартер, напряжение аккумуляторной батареи мгновенно подскакивает до достаточного уровня. Поскольку двигатель все еще кратковременно вращается, зажигание, включенное теперь, зажжет свечи зажигания. В следующем выпуске мы увидим, почему увеличение внутреннего сопротивления из-за сульфатации приводит к снижению мощности, подаваемой на стартер.
Глубокая разрядка — еще один убийца аккумулятора.Каждый раз, когда аккумулятор глубоко разряжается, часть активного материала слетает с пластин и падает на дно корпуса аккумулятора. Естественно, при этом остается меньше материала для проведения химической реакции. Если в нижней части корпуса скапливается достаточное количество этого материала, он закорачивает пластины и убивает батарею.
Перезарядка — коварный убийца; его эффекты часто не очевидны для невиновного покупателя десятидолларового зарядного устройства, который оставляет его подключенным к батарее в течение длительного времени.https://www.batterystuff.com/battery-chargers/#mce_temp_url# заряжается с постоянной скоростью независимо от уровня заряда батареи. Если эта скорость больше, чем естественная скорость поглощения батареи при полной зарядке, электролит начнет разрушаться и выкипать. Многие водители всю зиму хранили велосипед на зарядном устройстве, а весной обнаруживали, что батарея практически разряжена. Кроме того, поскольку при зарядке положительные пластины окисляются, продолжительная перезарядка может вызвать коррозию пластин или разъемов до тех пор, пока они не ослабнут и не сломаются.
Недостаточный заряд — это состояние, характерное для многих мотоциклов. Ваш регулятор напряжения настроен на поддержание напряжения вашей системы на уровне от 14 до 14,4 вольт. Если вы один из тех людей, которые ездят по межштатным автомагистралям с вольтметром, показывающим всего 13,5 вольт, потому что вы сжигаете больше огней, чем рождественская витрина Macy’s, вы должны знать, что этого напряжения достаточно для поддержания заряженной батареи, но недостаточно для полного заряда. перезарядить разряженный.
Помните, мы говорили, что выделение газа происходит, когда весь или большая часть сульфата свинца превращается обратно в свинец и диоксид свинца.Напряжение, при котором это обычно происходит, известное как напряжение газообразования, обычно чуть выше 14 вольт. Если напряжение в вашей системе никогда не станет таким высоким, и если вы никогда не компенсируете это, подключив зарядное устройство дома, сульфат начнет накапливаться и затвердевать, как налет во рту. Считайте, что тщательная периодическая зарядка похожа на чистку зубов зубной нитью и зубной нитью. Если вы плохо соблюдаете гигиену полости рта, вы можете пойти к дантисту и попросить его соскрести всю гадость.Когда ваша батарея достигает этой стадии, это шторы!
Какой тип зарядного устройства и почему
Ваш генератор переменного тока и стандартное автомобильное конусное зарядное устройство имеют много общего; они стремятся поддерживать постоянное напряжение. Вот проблема с попыткой быстро зарядить глубоко разряженный аккумулятор любым из них. Помните, мы обсуждали, как сильное потребление тока может заставить батарею выглядеть разряженной. Затем, по мере того как кислота диффундировала через ячейки, концентрация на поверхности пластин увеличивалась, и батарея возвращалась к жизни.
Аналогичным образом, напряжение батареи во время заряда увеличивается из-за концентрации кислоты, которая возникает на поверхности пластин. Если скорость заряда значительна, напряжение будет быстро расти. Коническое зарядное устройство или регулятор напряжения автомобиля будут резко снижать скорость зарядки, когда напряжение поднимается выше 13,5 В, но соответствует ли уровень заряда аккумулятора напряжению? Нет! Опять же, кислоте требуется время, чтобы распространиться по клеткам.
Хотя напряжение может быть высоким, электролит во внешних частях элементов все еще слабый, и батарея может находиться в гораздо более низком состоянии заряда, чем указывало бы напряжение.Только после продолжительной зарядки уменьшенным током будет достигнута полная емкость. По этой причине вы не должны судить о состоянии заряда батареи, измеряя напряжение во время зарядки. Проверяйте его только после того, как батарея постоит не менее часа. Напряжение будет уменьшаться и стабилизироваться по мере того, как кислота будет распространяться по ячейкам.
В течение последних нескольких лет несколько компаний разработали зарядные устройства, которые могут быстро зарядить разряженную батарею, а затем удерживать батарею при напряжении, которое не вызовет ее газообразования и не позволит ей саморазрядиться.Их иногда называют «умными зарядными устройствами» или многоступенчатыми зарядными устройствами. Вот как они работают.
Мы сказали, что батарея может принимать гораздо более высокую скорость заряда, когда она частично разряжена, чем когда она почти полностью заряжена. Эти многоступенчатые зарядные устройства используют этот факт, начиная заряд постоянным током или в режиме «объемного заряда». Как правило, они обеспечивают ток заряда от 650 миллиампер до 1,5 ампер, в зависимости от марки и модели. Этот объемный заряд поддерживается постоянным (или должен быть) до тех пор, пока напряжение батареи не достигнет 13.5 вольт, что позволяет аккумулятору поглощать большее количество заряда за короткое время и без повреждений. Затем зарядное устройство переключается на постоянное напряжение или «абсорбционный» заряд.
Идея состоит в том, чтобы позволить батарее поглотить последние 15 процентов своего заряда с естественной скоростью поглощения, чтобы предотвратить чрезмерное выделение газов или нагрев. Наконец, эти зарядные устройства переключаются в «плавающий» режим, в котором напряжение батареи поддерживается на уровне, достаточном, чтобы предотвратить ее разряд, но недостаточном, чтобы вызвать перезарядку.Различные компании в целом расходятся во мнениях относительно того, каким должно быть это плавающее напряжение, но обычно оно составляет от 13,2 до 13,4 вольт. На самом деле, плавающее напряжение должно иметь температурную компенсацию от 13,1 вольт при 90 градусах по Фаренгейту до 13,9 вольт при 50 градусах. Большинство очень дорогих высокомощных многоступенчатых зарядных устройств для использования с большими батареями для жилых автофургонов имеют температурную компенсацию, но, насколько мне известно, ни одно из устройств для мотоциклов не компенсируется; они используют компромиссную настройку с плавающей запятой.
То есть я могу просто установить и забыть, верно? Ну, не совсем так.Во-первых, вам нужно время от времени контролировать уровень жидкости в аккумуляторе (если только у вас не герметичный аккумулятор). Еще одна проблема заключается в том, что заряд батареи. Даже если держать его на уровне 13 вольт, неизменное напряжение позволит аккумулятору со временем начать сульфатироваться. С большинством этих устройств я рекомендую отключать зарядное устройство не реже одного раза в 60 дней во время сезонного хранения. Дайте аккумулятору отдохнуть пару дней, а затем снова подключите зарядное устройство.
Все еще здесь?
Если ты все еще читаешь это, ты настоящий солдат.Я понимаю, что эта тема может быть запутанной или даже скучной, но мужайтесь; Я полегчал с тобой. Там гораздо больше осталось невысказанным, чем то, что появляется здесь. Это были «Лучшие хиты Батареи». Я надеюсь, что этого было достаточно, чтобы заинтересовать вас, не отправляя вас в информационную перегрузку, и, может быть, теперь, когда вы знаете, сколько существует способов сократить срок службы батареи, вы понимаете, почему никто не может предсказать, как долго прослужит батарея. Многие гонщики, которые считают, что отлично заботятся о своих батареях, на самом деле убивают их добротой.
Выберите зарядное устройство для аккумулятора
Была ли эта информация полезной? Подпишитесь, чтобы получать обновления и предложения.
BU-804c: расслоение кислоты и поверхностный заряд
Ознакомьтесь с простыми рекомендациями по продлению срока службы свинцово-кислотных аккумуляторов при правильном использованииКислотное расслоение
Электролит многослойной батареи концентрируется на дне, истощая верхнюю половину элемента. Кислотное расслоение происходит, если аккумулятор постоянно находится на низком заряде (ниже 80 процентов), никогда не получает полного заряда и имеет неглубокие разряды.Вождение автомобиля на короткие расстояния с включенными дополнительными устройствами, снижающими мощность, способствует расслоению кислоты, поскольку генератор переменного тока не всегда может обеспечить насыщенный заряд. Большие роскошные автомобили особенно подвержены кислотному расслоению. Это не дефект батареи как таковой, а связанный с приложением. На рис. 1 показана обычная батарея, в которой кислота равномерно распределена сверху вниз.
Рис. 1: Обычный аккумулятор [1]Кислота равномерно распределяется сверху вниз по аккумулятору, обеспечивая хорошую общую производительность.
На рис. 2 показана многослойная батарея, в которой концентрация кислоты мала вверху и тяжела внизу. Легкая кислота в верхней части ограничивает активацию пластины, способствует коррозии и снижает производительность, в то время как высокая концентрация кислоты в нижней части делает батарею более заряженной, чем она есть на самом деле, и искусственно повышает напряжение холостого хода. Неравномерный заряд на пластинах снижает CCA (ток холодного пуска), и запуск двигателя происходит вяло.
Рис. 2: Многослойная батарея [1]Концентрация кислоты легкая вверху и тяжелая внизу.Это повышает напряжение холостого хода, и батарея кажется полностью заряженной. Чрезмерная концентрация кислоты вызывает сульфатацию нижней половины пластин.
Дайте аккумулятору отдохнуть в течение нескольких дней, встряхните его или наклоните аккумулятор на бок, чтобы устранить проблему. Также помогает применение уравнительного заряда путем повышения напряжения 12-вольтовой батареи до 16 вольт в течение 1–2 часов путем перемешивания электролита путем электролиза. Избегайте продления долива сверх рекомендуемого времени.Дополнительный заряд применяется для поддержания полного заряда и предотвращения сульфатации свинцово-кислотных аккумуляторов.
Кислотного расслоения не всегда можно избежать. В холодные зимние месяцы стартерные батареи большинства легковых автомобилей находятся на уровне 75 процентов заряда. Зная, что работа двигателя на холостом ходу и вождение в пробках недостаточно заряжают аккумулятор; время от времени заряжайте аккумулятор с помощью внешнего зарядного устройства. Если это нецелесообразно, переключитесь на аккумулятор AGM. AGM не подвержен кислотному расслоению и менее чувствителен к сульфатации при недозаправке, чем залитая версия.AGM немного дороже, чем залитая версия, но батарея должна работать дольше.
Свинцово-кислотные аккумуляторы работают медленно и не могут быстро преобразовывать сульфат свинца в свинец и диоксид свинца во время зарядки. Это отсроченное действие приводит к тому, что большая часть активности заряда происходит на поверхностях пластин, что приводит к повышенному состоянию заряда (SoC) снаружи.
Аккумулятор с поверхностным зарядом имеет слегка повышенное напряжение и дает ложные показания SoC на основе напряжения.Чтобы нормализовать состояние, включите электрические нагрузки, чтобы снять около 1 процента емкости аккумулятора, или дайте аккумулятору отдохнуть в течение нескольких часов. Это можно сделать, включив фары на несколько минут. Поверхностный заряд — это не дефект батареи, а обратимое состояние.
Простые рекомендации по продлению срока службы батареи- Полная зарядка в течение 14–16 часов. Заряжайте в хорошо проветриваемом помещении.
- Всегда держите заряженным свинцово-кислотный аккумулятор.Избегайте хранения при напряжении ниже 2,07 В/элемент или при уровне удельного веса ниже 1,190.
- Избегайте глубоких разрядов. Чем глубже разряд, тем короче срок службы батареи. Кратковременная зарядка во время 1–2-часового перерыва при интенсивном использовании продлевает срок службы батареи.
- Никогда не допускайте, чтобы уровень электролита опускался ниже верхней части пластин. Открытые пластины сульфатируются и становятся неактивными. При низком уровне добавьте столько воды, сколько нужно, чтобы покрыть открытые пластины перед зарядкой. Всегда заполняйте до нужного уровня после зарядки.
- Никогда не добавляйте кислоту. Это приведет к слишком высокому удельному весу и вызовет чрезмерную коррозию.
- Используйте дистиллированную или деионизированную воду. Водопроводная вода может использоваться в некоторых регионах.
- В новом состоянии батарея глубокого разряда может иметь емкость 70 процентов или меньше. Форматирование как часть полевого использования постепенно повысит производительность. Применяйте мягкую нагрузку в течение первых пяти циклов, чтобы позволить новой батарее отформатироваться.
- Новые аккумуляторы с малой емкостью у многих хуже работают, чем те, которые начинают жизнь с большой емкости.Известно, что люди с низкими показателями живут недолго. Целесообразна проверка емкости в рамках приемки.
- Старт-стопная батарея обычно содержит на 25 % больше свинца, чем стандартная стартерная батарея, что обеспечивает большое количество циклов. Это отражается в соответствующей надбавке к цене.
Артикул
[1] Предоставлено Cadex
Батарейки в портативном мире
Материал Университета аккумуляторов основан на обязательном новом 4-м издании « Аккумуляторы в портативном мире — Справочник по перезаряжаемым аккумуляторам для не инженеров », который доступен для заказа через Amazon.ком.
Техническое обслуживание свинцово-кислотного аккумулятора
Электролит свинцово-кислотного аккумулятора
Электролит элемента свинцово-кислотного аккумулятора представляет собой раствор серной кислоты и дистиллированной воды. Удельный вес чистой серной кислоты составляет около 1,84, и эту чистую кислоту разбавляют дистиллированной водой до тех пор, пока удельный вес раствора не станет от 1,2 до 1,23. Хотя в некоторых случаях удельный вес разбавленной серной кислоты рекомендует производитель аккумулятора в зависимости от типа аккумулятора, времени года и климатических условий.
Химическое действие свинцово-кислотного аккумулятора
Аккумуляторные элементы можно перезарядить, изменив направление разрядного тока в аккумуляторе. Это делается путем соединения положительной клеммы источника постоянного тока с положительной клеммой батареи и аналогичным образом отрицательной клеммы источника постоянного тока с отрицательной клеммой батареи.
Зарядное устройство выпрямительного типа подходящей мощности используется в качестве источника постоянного тока для замены батареи. Из-за зарядного тока (обратного току разряда) положительные пластины превращаются в перекись свинца, а отрицательные — в чистый свинец.Как только нагрузка подключается к клеммам батареи, ток разряда начинает протекать через нагрузку, и батарея начинает разряжаться. В процессе разрядки кислотность раствора электролита снижается и сульфат свинца откладывается как на положительной, так и на отрицательной пластинах. В этом процессе разряда количество воды в растворе электролита увеличивается, то есть уменьшается удельный вес электролита.
Теоретически этот процесс разряда продолжается до тех пор, пока отрицательная и положительная пластины не будут содержать максимальное количество сульфата свинца, и в этот момент оба типа пластин станут электрически одинаковыми, что означает отсутствие разности потенциалов между электродами ячейки.Но практически ни один элемент батареи до этого момента не должен разряжаться.
Аккумуляторные элементы можно разряжать до заданного минимального напряжения и удельного веса. Полностью заряженный элемент свинцово-кислотного аккумулятора имеет напряжение и удельный вес 2,2 В и 1,250 соответственно, и этот элемент обычно можно разряжать до тех пор, пока соответствующие значения не станут 1,8 В и 1,1 соответственно.
Техническое обслуживание свинцово-кислотных аккумуляторов
Если элементы перезаряжены, физические свойства сульфата свинца постепенно изменяются, и он может затвердеть, что затрудняет его преобразование в процессе зарядки.Следовательно, уменьшается удельный вес электролита, из-за чего замедляется скорость химической реакции.
Сульфатированные аккумуляторные элементы легко распознать по изменению цвета пластин. Цвет сульфатированной пластины становится светлее, а ее поверхность становится жесткой и шероховатой. Такие элементы преждевременно выделяют газ при зарядке и имеют пониженную емкость. Если сульфатация допускается в течение длительного времени, становится трудно выпрямить клетки. Чтобы избежать этой ситуации, рекомендуется заряжать элементы свинцово-кислотной батареи в течение длительного времени при низкой скорости зарядного тока.
Всегда существует высокая вероятность коррозии клеммных соединителей аккумуляторных элементов. Коррозия в основном поражает болтовое соединение между ячейками в ряду. Этого можно легко избежать, если правильно проверить и исправить затяжку каждого болта, а также покрыть каждое гайко-болтовое соединение тонким слоем вазелина. Если какая-либо из ячеек подверглась коррозии, ее следует немедленно заменить.
Удельный вес электролита может необратимо уменьшиться из-за эффекта старения.Эта проблема обычно встречается в старых аккумуляторных батареях. Это в основном из-за,
- Действие осадка на дне ячейки контейнера.
- Из-за потери кислоты при распылении во время зарядки.
- Неадекватная обработка после устранения короткого замыкания.
- Из-за чрезмерной сульфатации пластин.
Если снижение удельного веса не связано с сульфатацией или коротким замыканием, можно добавить концентрированную серную кислоту для восстановления нормального значения удельного веса.
Короткое замыкание между положительной и отрицательной пластинами может произойти либо из-за растрескивания, либо из-за коробления пластин. Трещинование обычно происходит из-за чрезмерного газовыделения, которое имеет тенденцию отделять активные материалы от пластин. Частицы активных материалов попадают в электролит и могут скапливаться на отрицательных пластинах таким образом, что перекрывают пространство между положительной и отрицательной пластинами. Это дерево можно удалить с помощью скребка из эбонита. Этой палочкой можно исследовать пространство между этими двумя типами пластин клетки и удалять сыпучие материалы или наросты.
Если короткое замыкание произошло из-за коробления пластин, это можно устранить, вставив дополнительный разделитель или удалив и выпрямив пластины механически.
После устранения короткого замыкания следует позаботиться о восстановлении удельного веса электролита до нормы путем постоянной зарядки высоким током.
Техническое обслуживание аккумуляторной батареи Помещение для свинцово-кислотных аккумуляторных батарей
Во время зарядки аккумуляторной батареи существует высокая вероятность выброса брызг кислоты и газов. Они могут загрязнять атмосферу вокруг аккумулятора.Следовательно, внутри аккумуляторной комнаты необходимо достаточное пространство и хорошая вентиляция. Эти газы могут взорваться, поэтому в помещение для аккумуляторов нельзя вносить открытый огонь, а также строго запрещается курить в помещении для батарей. В аккумуляторном помещении должен быть установлен по крайней мере один вытяжной вентилятор подходящего размера, чтобы не допускать в атмосферу этих газов и влаги внутри помещения. Температура внутри аккумуляторного помещения всегда должна поддерживаться выше 10 o С.Стены, потолки, двери, оконные рамы, вентиляторы, металлические детали и другое оборудование в помещении аккумуляторной следует через равные промежутки времени окрашивать антикислотным покрытием. Электропроводка внутри помещения должна быть в металлическом кабелепроводе, а осветительные приборы должны быть взрывобезопасными по конструкции. Все коммутационные элементы, включая электрические предохранители и штепсельные розетки, должны быть установлены за пределами аккумуляторной, в противном случае может возникнуть опасность возникновения пожара из-за искрения во время коммутации.Пол комнаты должен быть хорошо отделан, желательно с использованием керамической плитки. Пол и стены помещения необходимо регулярно мыть надлежащим образом.
| При обращении с аккумуляторной батареей на подстанции необходимо соблюдать некоторые меры безопасности | |
| 1 | Не курить в помещении. |
| 2 | Не вносить огонь в помещение. |
| 3 | Не допускайте образования искр внутри помещения. |
| 4 | При работе с аккумулятором надевайте защитные очки, резиновые перчатки. |
| 5 | При приготовлении электролита всегда добавляйте концентрированную кислоту в воду небольшими порциями. |
| 6 | Никогда не добавляйте воду в концентрированную кислоту. |
Все вышеперечисленные пункты должны быть вывешены на двери или любом другом хорошо видном месте аккумуляторной.
При эксплуатации, управлении и обслуживании аварийного освещения аккумуляторной батареи необходимо соблюдать следующие правила.
- Не допускайте длительного простоя батареи, это может привести к выходу из строя элементов батареи.
- Не заряжайте батарею очень высоким током, так как высокая скорость зарядки вызывает сильное повышение температуры и чрезмерное выделение газов, что приводит к большой потере воды и иногда к переливу электролита из элементов батареи.
- После каждого полного разряда аккумулятор следует немедленно зарядить, прежде чем возвращать его к обычному плавающему режиму.В противном случае может возникнуть вероятность отложения сульфатной пленки на пластинах.
- Как уже упоминалось, аккумуляторные элементы следует заряжать осторожно, с нормальной скоростью, чтобы не было возможности немедленного газообразования и повышения температуры выше 40 o C. В противном случае возможно повреждение аккумуляторных элементов из-за высокой температуры. Во время заряда аккумуляторов необходим постоянный контроль, если начинается газообразование и температура достигает указанного предела, то снижают скорость зарядки.Если после снижения скорости зарядки температура все еще приближается к пределу, это указывает на завершение процесса зарядки, поскольку даже нормальная скорость зарядки может привести к значительному повышению температуры, если аккумулятор приближается к полностью заряженному состоянию.
- Перед завершением зарядки необходимо проверить напряжение каждой из ячеек батареи, чтобы каждая из ячеек была должным образом и одинаково заряжена, а также сверить показания с предыдущей записью.
- Если уровень электролита в ячейке батареи падает, ее необходимо заполнить дистиллированной водой до уровня, отмеченного на самой ячейке.Это компенсирует потерю воды из-за испарения.
- При заливке дистиллированной воды в аккумуляторный элемент необходимо внимательно следить за тем, чтобы уровень электролита в аккумуляторных элементах не превышал отмеченной на нем линии. В противном случае может возникнуть вероятность вытекания электролита при загазовывании аккумулятора. Высокий уровень электролита также может вызвать размягчение герметика на верхней крышке и последующую утечку в аккумуляторной ячейке.
- Удельный вес следует измерять не менее чем через две недели после доливки, чтобы обеспечить тщательное перемешивание воды с электролитом.
- Аккумулятор следует разряжать до допустимого предела, а затем раз в 2-3 месяца перезаряжать. Скорость перезарядки должна соблюдаться, как указано производителем. Эта операция очень важна для поддержания кислотной аккумуляторной батареи в активном состоянии.
- При измерении удельного веса электролита не следует забывать делать поправку на температуру. Таким образом, все показания ареометра будут относиться к одной и той же температуре. Влагомер следует поддерживать в чистоте дистиллированной водой, иначе ареометр будет давать неправильные показания, а также ухудшать качество электролита.Удельный вес электролита должен поддерживаться в пределах 1,180-1,240. Низкое значение удельного веса снижает емкость аккумулятора, а с другой стороны, высокое значение вредно для пластин аккумулятора.
- Аккумуляторная батарея подстанции нормально работает в плавающем режиме. В плавающем режиме постоянное напряжение от зарядного устройства подается на аккумулятор во время его нормальной работы, чтобы поддерживать аккумулятор примерно в полностью заряженном состоянии. В нормальном состоянии зарядное устройство питает нагрузку подстанции, а также компенсирует потери в батарее.Но в случае большой потребности во время одновременной работы многих переключателей аккумулятор и зарядное устройство объединяются для удовлетворения потребности.
- В нормальном плавающем состоянии необходимо ежедневно измерять напряжение элемента, удельный вес и температуру вспомогательных элементов, чтобы следить за состоянием батареи в целом. Но одни и те же показания каждого элемента батареи следует снимать не реже одного раза в месяц, чтобы следить за состоянием отдельного элемента.
- Аккумулятор следует заправлять свежим электролитом один раз в три года, чтобы поддерживать аккумулятор в надлежащем рабочем состоянии.
- Следует отметить, что контрольная ячейка банка батарей – это одна произвольно выбранная ячейка батареи, которая используется для получения информации об общем состоянии батареи. Но одна пилотная ячейка должна быть зафиксирована на один месяц и заменена в следующем месяце.
- Это было краткое описание технического обслуживания батареи подстанции , но всегда предпочтительнее следовать инструкциям, приведенным в руководстве по техническому обслуживанию, предоставленном производителем.
Можете ли вы оживить старый автомобильный аккумулятор?
Джек Дилан
Можно ли омолодить автомобильный аккумулятор, добавив в него больше кислоты? Я слышал, что некоторые разряженные батареи можно восстановить.
Возможно, вы имеете в виду старые батареи, которые необходимо периодически проверять и доливать воду. Большинство новых аккумуляторов не требуют обслуживания, поэтому вы не можете возиться с компонентами внутри. Аккумуляторы старых конструкций теряют воду в электролите — смеси примерно одной части серной кислоты и двух частей воды из-за испарения. Если у вас такой, проверяйте его два раза в год и добавляйте дистиллированную воду только по мере необходимости. Добавление кислоты фактически приводит к более быстрому износу батареи.
Дело в том, что аккумуляторы работают и со временем теряют способность удерживать заряд.В типичной конструкции с жидкостной ячейкой свинцовая пластина (отрицательная) и пластина из оксида свинца (положительная) погружаются в электролит. Пористый разделитель предотвращает соприкосновение пластин и их короткое замыкание. Каждая пара пластин генерирует определенное количество напряжения, а несколько наборов комбинируются для повышения выходной мощности. При подаче напряжения от батареи пластины вступают в реакцию с электролитом, в результате чего образуется сульфат свинца; этот химический процесс создает воду и высвобождает электроны, которые генерируют ток. В конце концов вода разбавляет электролит, который не может продолжать реагировать, что приводит к разрядке аккумулятора.Зарядка аккумулятора обращает химическую реакцию и восстанавливает химический состав пластин.
Процесс ухудшается со временем. Пластины постепенно накапливают окисленный мусор, что снижает их способность реагировать. Это накопление называется сульфатацией. Если повысить кислотность электролита, он ускоряет сульфатацию.
Срок службы батарейобычно составляет пять лет, а усовершенствованные конструкции могут работать от семи до десяти лет, поэтому не расстраивайтесь, если ваша старая батарея отправится на переработку.Вы можете продлить срок службы батареи, если она будет полностью заряжена и избегать быстрой зарядки.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Границы | Стратегии производства твердого электролита в батареях
Введение
Популяризация коммерческих аккумуляторов — одно из достижений современной цивилизации.За последние несколько десятилетий общество стало свидетелем изобретения медицинских имплантатов с автономным питанием, беспроводной электроники, электромобилей и многих других приложений, которые питаются от батарей разных форм и размеров. Традиционные батареи, в которых используются органические жидкие электролиты, продемонстрировали преимущества высокой ионной проводимости и отличной смачиваемости электродами (Zhang, 2007; He et al., 2019), но имеют потенциальные проблемы безопасности, такие как высокая воспламеняемость, плохая термическая стабильность и утечка жидкости. (Штраус и др., 2020; Инь и др., 2020 г.; Юань и Лю, 2020 г.). Чтобы устранить присущие традиционным батареям недостатки безопасности, при этом отвечая высоким требованиям к электрохимическим характеристикам, батареи, использующие твердотельный электролит (SSE), продемонстрировали многообещающий выбор в качестве лучшей альтернативы.
Как правило, SSE можно разделить на твердые полимерные электролиты (SPE), неорганические твердые электролиты (ISE) и составные твердые электролиты (CSE). ТФЭ состоят из полимерной матрицы с высокой молекулярной массой и растворенной соли лития, ИСЭ состоят из всех неорганических материалов, таких как керамика и стекло, а СПЭ состоят как из твердого полимера, так и из неорганических веществ (Zhang H.и др., 2017; Чен В. и др., 2018 г.; Чен Ю. и др., 2020). В качестве одного из ключевых компонентов для практического применения твердотельных аккумуляторов ССЭ продемонстрировали многочисленные преимущества по сравнению с органическим жидким электролитом: (i) характеристики негорючести, высокотемпературной стабильности и нелетучести для предотвращения возгорания или взрыва. органических жидких электролитов (Fergus, 2010; Takada, 2013; Sun et al., 2020), (ii) широкое электрохимическое окно, обеспечивающее лучшую совместимость с катодом с более высоким потенциалом, что значительно улучшает плотность энергии (Judez et al., 2017; Wang et al., 2018), (iii) повышенная механическая жесткость (особенно для ISE) для подавления роста дендритов из циклированных металлических анодов (Goodenough and Singh, 2015; Kim JG et al., 2015) и (iv) настраиваемый модуль упругости (особенно для SPE и CSE), обеспечивающий более высокую степень технологичности и гибкости (Yue et al., 2016; Lau et al., 2018; Schnell et al., 2018; Zhou et al., 2018). Однако следует дополнительно изучить и решить несколько проблем: (i) низкая ионная проводимость (<10 90 275 –5 90 276 См см 90 275 –1 90 276 для ТФЭ и <10 90 275 –3 90 276 См см 90 275 –1 90 276 См см 90 275 –1 90 276 для ИСЭ) по сравнению с с жидким электролитом (>10 –3 См·см –1 ), что приводит к низкому энергопотреблению и (ii) сложности изготовления миниатюрных/больших ИСЭ с высокой хрупкостью.В сочетании с новым дизайном материалов разработка передовых производственных стратегий обеспечит решение вышеуказанных проблем.
Развитие аккумуляторных технологий демонстрировало экспоненциальную тенденцию с 1800-х годов, и мы стали свидетелями мотивации разработки аккумуляторов к постепенному переходу от улучшения характеристик гальванических элементов к удовлетворению конфигурационных требований сложных приложений. На рис. 1 показаны несколько важных вех в развитии производства аккумуляторов.Как самое раннее задокументированное изобретение батареи, гальванический столб состоял из цилиндрической стопки из меди, цинка и пропитанной соленой водой ткани для хранения электрохимической энергии (Abetti, 1952; Warner, 2015). Почти шесть десятилетий спустя Гастон Планте (Kurzweil, 2010) погрузил пакеты из параллельных пластин из свинца/оксида свинца в серную кислоту и создал первую перезаряжаемую батарею. И гальванические батареи, и свинцово-кислотные батареи основывались на укладке металлических пластин для увеличения напряжения элемента (Warner, 2015).По мере того, как эволюция продолжается, никель-кадмиевая батарея использовала цилиндрическую ячейку, заполненную уплотненными электродами из листового металла, свернутыми в катушку с увеличенной площадью поверхности для снижения сопротивления батареи. Эта цилиндрическая конструкция была принята более поздней коммерческой щелочной батареей с электродными материалами, заполненными во внутреннем и внешнем слоях (Furukawa et al., 1984). В 1971 году изобретение литий-йодных аккумуляторов внесло значительный вклад в производство медицинского оборудования. В этом элементе батареи использовался металлический пакет с закругленными краями, чтобы предотвратить проблемы с проникновением, которые могут возникнуть из-за острых углов при имплантации в человеческое тело в составе кардиостимуляторов (Greatbatch and Holmes, 1991; Ruetschi et al., 1995).
Рис. 1. Эволюция производства аккумуляторов.
С момента коммерциализации литий-ионных аккумуляторов (LIB) Sony Co. в 1991 г. (Yoshio et al., 2009) в LIB были применены многие традиционные и новые форм-факторы, что позволило разработать более совершенные продукты с точки зрения эстетики и функциональность. В литий-ионных призматических элементах использовались уплотненные и скрученные электроды, ранее использовавшиеся в никель-кадмиевых батареях, и они были упакованы в контейнеры, форма которых визуально напоминала плоскую плитку шоколада (Cousseau et al., 2006). Литий-ионные аккумуляторы достигли высокой эффективности упаковки 90–95% за счет сварки проводящих лепестков с электродной фольгой и герметичного запечатывания всех материалов внутри пакета (Buchmann, 2001). Изобретение литий-ионных призматических и карманных аккумуляторов является частью усилий по созданию более тонкой и легкой электроники. С прогрессом в технологической зрелости и сложности в последние годы новые производственные стратегии могут применяться к батареям в разных масштабах, которые подходят для различных приложений.Например, наноразмерные батареи, используемые в качестве источника питания в биомедицинских приложениях (Johannessen et al., 2006; Ruzmetov et al., 2012), гибкие батареи для складной/носимой электроники (Dudney, 2008; Leijonmarck et al., 2013; Deng et al., 2017), а также потенциально крупномасштабные аккумуляторные сети для хранения возобновляемой энергии (Diouf and Pode, 2015). Тем не менее, традиционные стратегии производства аккумуляторов, такие как сухое прессование, литье, напыление методом центрифугирования и рулон в рулон, являются неудовлетворительными при изготовлении аккумуляторов сложной формы или микро-/наноразмеров, особенно для ИСЭ (Manthiram et al., 2017; Шнелл и др., 2018; Дирикан и др., 2019). Поэтому существует потребность в использовании новой производственной стратегии для решения вышеуказанных проблем.
Появление технологии 3D-печати предложило уникальный производственный метод, позволяющий создавать детали высокой сложности и с прекрасными характеристиками (Chen Z. et al., 2019; Santoliquido et al., 2019). Хотя использование технологии 3D-печати может быть многообещающей альтернативой в производстве SSE, первоначальная цель разработки 3D-печати не заключалась в производстве аккумуляторов.В результате существует огромный разрыв между возможностями современных методов 3D-печати и требованиями к производству аккумуляторов. Этот обзор направлен на устранение пробела путем анализа существующих ограничений в производстве SSE и определения будущих потребностей. Благодаря всестороннему обзору традиционных и новых производственных стратегий SSE мы стремимся предоставить рекомендации и информацию о потенциальных прорывах в производственных технологиях как для лабораторных исследований, так и для промышленного производства.
Традиционные производственные стратегии
Твердые полимерные/композитные электролиты
Твердые полимерные электролиты (ТФЭ) широко изучались для складных и растягиваемых аккумуляторов (Commarieu et al., 2018; Liang et al., 2018; Chen Y. et al., 2020) благодаря ряду преимуществ, таких как высокая гибкость, простота технологичность и хорошая смачиваемость. Для производства ТФЭ можно использовать три разных способа: обработка на основе порошка, влажная химическая обработка и обработка с высокой вязкостью.Для обработки на основе порошка сначала используется процесс сухого измельчения на высокой скорости для приготовления хорошо перемешанных тонких порошков, а затем ТФЭ могут быть получены путем сухого прессования (Li et al., 2018), горячего/холодного изостатического прессования ( Appetecchi et al., 2001), или процесс осаждения (Hafner et al., 2019). Преимущества обработки на основе порошка заключаются в простоте операции, низких требованиях к оборудованию и возможности избежать стадии уплотнения (Nguyen et al., 2019). Однако этот процесс занимает много времени, энергии и его трудно масштабировать.При мокрой химической обработке исходные частицы сначала диспергируют растворителем для получения суспензии заданной вязкости, а затем формируют ТФЭ методом литья из раствора (Sun et al., 2019), электрофоретического осаждения (Blanga et al., 2015), или процесс нанесения покрытия (Park et al., 2006). Преимущества влажной химической обработки заключаются в хорошей смачиваемости и высокой производительности (Liu et al., 2017). Недостатком, однако, является необходимость удаления растворителя. Для обработки с высокой вязкостью при повышенных температурах сначала готовят высоковязкую пасту, не содержащую растворителей, состоящую из полимеров, а затем применяют процесс экструзии для создания ТФЭ с желаемым форм-фактором (Li W.et al., 2017), которому в некоторых случаях помогает ультрафиолетовое (УФ) облучение для связывания полимерных цепей. Преимуществом этого процесса является обработка без использования растворителей и формирование гибких мембран с низкой пористостью (Wang et al., 2005). К недостаткам можно отнести ограниченную производительность в процессе экструзии и высокий процент брака при неравномерном осаждении полимерных пленок. Основными проблемами ТФЭ являются низкая ионная проводимость 10 90 275 -8 90 276 ~ 10 90 275 -5 90 276 См·см 90 275 -1 90 276 при температуре окружающей среды (Liang et al., 2018), а также высокое межфазное сопротивление за счет изоляционного полимера Li + (Wan et al., 2019).
CSE, состоящие из полимерной и неорганической частей, разработаны для достижения удовлетворительных комплексных свойств и исключительных синергетических эффектов по сравнению с однокомпонентным электролитом. Из-за присутствия полимера стратегии производства CSE аналогичны стратегиям SPE, о которых сообщалось в предыдущих обзорах (Commarieu et al., 2018; Liu et al., 2018; Тан и др., 2018 г.; Ли и др., 2020). Одной из самых популярных технологий получения ЭПС является электроформование, при котором получают переплетенные и высокопористые нановолокна с большим отношением площади поверхности к объему и повышенной механической прочностью за счет эффектов запутывания и армирования (Cavaliere et al., 2011; Wootthikanokkhan et al. ., 2015; Карли и др., 2019). Общей проблемой, которую следует отметить при производстве CSE, является ограниченная массовая загрузка неорганических материалов, которые легко агломерируются и, таким образом, ухудшают ионную проводимость и механическую прочность батарей.В целом ТФЭ и ЭПС обладают высокой степенью технологичности благодаря высокой гибкости полимерных материалов.
Неорганические твердые электролиты
Неорганические твердые электролиты можно разделить на группы кристаллических, стеклянных и стеклокерамических электролитов. Большинство кристаллических электролитов представляют собой керамику типа НАСИКОН, типа перовскита и типа граната, которая стабильна в окружающем воздухе, что может упростить изготовление элементов и повысить безопасность. Керамический электролит обычно готовят методом сухого прессования с последующим высокотемпературным спеканием (Li C.и др., 2019). Для проведения сухого прессования с целью получения плотного керамического электролита тонкоизмельченные порошки необходимо предварительно смешать с ~5 мас.% поливинилового спирта, который легко образует дефекты микро-/макропор после обработки средством для удаления связующего. Кроме того, давление на порошок в разных точках в осевом направлении неодинаково, что приводит к неравномерной плотности и составу сухопрессованного образца (Suvacı and Messing, 2001; Tanaka et al., 2006; Schiavo et al., 2018). . В качестве альтернативы можно выбрать коллоидный процесс для приготовления керамических электролитов с высокой относительной плотностью и хорошей однородностью состава (Lewis, 2004; Franks et al., 2017). При коллоидном формовании приготовление суспензий с высоким содержанием твердого вещества (>50 об.%) и низкой вязкостью [<1 Па⋅с при скорости сдвига 100 с –1 (Tallon and Franks, 2011; Chen AN et al. ., 2020)] является ключевым фактором для беспористого литья и плотной керамической подготовки. Следует отметить, что керамические электролиты обычно требуют осторожности при выборе растворителей, поскольку они могут вызвать нежелательную диффузию компонентов или реакцию (Li B. et al., 2017; Lim et al., 2018; Hitz et al., 2019).Другой частью кристаллического электролита является тио-ЛИСИКОН (система Li 2 SP 2 S 5 ), который позволяет достичь высокой ионной проводимости 10 –3 ∼10 –2 См·см –1 из-за более поляризуемого электронного облака серы (Zhang et al., 2019; Shan et al., 2020). Процесс производства тио-LISICON электролита аналогичен керамическим электролитам, в то время как обычно требуется контролируемая инертная атмосфера из-за его чувствительности к воздуху (Manthiram et al., 2017). Кроме того, кристаллический электролит также может быть изготовлен с помощью тонкопленочной обработки, такой как импульсное лазерное осаждение (Fujimoto et al., 2015), химическое осаждение из паровой фазы (Gelfond et al., 2009), напыление (Lethien et al., 2011). ), золь-гель осаждение (Jung et al., 2001) и др.
Стеклообразные электролиты привлекли большое внимание из-за их нескольких преимуществ по сравнению с кристаллическими материалами: изотропная ионная проводимость, отсутствие сопротивления границ зерен, легкость изготовления пленки, простота модификации состава и т. д.В общем, существует четыре основных метода обработки для получения стеклообразных электролитов: закалка расплава, механическое измельчение, золь-гель синтез и влажная химическая реакция. Метод закалки расплава включает первоначальный предварительный нагрев/плавление исходных материалов обычно до температуры выше 900°C и последующее прессование/отжиг (Pradel et al., 1985). Это наиболее распространенный метод получения стеклообразных и стеклокерамических электролитов. Из-за сильной склонности некоторых составов стекла к кристаллизации для достижения высокой скорости охлаждения за счет уменьшения объема расплавленного стекла используется двухроликовая закалочная установка (Pradel et al., 1985; Минами и др., 2006). Недостатком метода закалки расплава являются высокие температуры и довольно сложная установка, которая может быть потенциально опасной. Благодаря простоте производственных процедур и способности улучшать измельчение/однородность при температуре и давлении окружающей среды, метод механического измельчения можно легко применять для производства большого количества хорошо перемешанных тонких порошков по низкой цене. Однако процесс аморфизации во время измельчения сильно зависит от времени, и для наблюдения аморфного гало на рентгенограммах может потребоваться до 20 часов (Morimoto et al., 1999; Хаяши и др., 2002). Метод золь-гель синтеза для производства стеклообразных электролитов включает процесс контролируемого гидролиза, поликонденсации, гелеобразования и дегидратации (Hench and West, 1990). В зависимости от состава стекла различные алкоксиды металлов или неорганические соединения используются в качестве прекурсоров для смешивания с соответствующим растворителем на стадии гидролиза. Последующая реакция конденсации затем формирует связь и сцепление для основы стеклянной сети (Hench and West, 1990). Благодаря реакции в жидком состоянии и перемешиванию золь-гель синтез может достигать высокой гомогенности при относительно низких температурах (Hench and West, 1990; Venkatasubramanian et al., 1991; Данн и др., 1994). Подобно процедурам золь-гель синтеза, метод влажной химической реакции позволяет получить желаемую композицию за счет перегруппировки молекул/связей во время реакции в жидком состоянии. Органические соединения обычно используются в качестве растворителя для растворения исходных химических веществ (Teragawa et al., 2014; Phuc et al., 2016; Choi et al., 2017).
Стеклокерамические электролиты включают класс материалов со смесью как аморфной, так и микрокристаллической микроструктуры, которые обычно получают путем контролируемой обработки зародышеобразования и кристаллизации соответствующего стеклянного материала при температуре выше температуры стеклования (Варшнея и Мауро, 2019).Подобно обычным технологиям производства стеклообразных электролитов, во многих предыдущих публикациях сообщалось о стеклокерамических электролитах, полученных путем закалки расплава или механического измельчения с последующей стадией отжига (Hayashi et al., 2003; Trevey et al., 2009; Tatsumisago and Хаяси, 2012). Однако температура и время отжига могут повлиять на структурное расположение кристаллических фаз и повлиять на ионную проводимость (Xie et al., 2009). В нескольких недавних работах также сообщалось об использовании золь-гель синтеза и методов влажной химической реакции при производстве ИСЭ из стеклокерамики (Kotobuki et al., 2013; Терагава и др., 2014 г.; Ли и др., 2015; Ма и др., 2016; Фук и др., 2016).
Несмотря на то, что ISE предлагают многочисленные преимущества в технологии твердотельных аккумуляторов, их хрупкий характер создает множество проблем с обработкой и интеграцией. После изготовления ИСЭ обычно требуется последующая обработка, такая как шлифовка или резка, для получения желаемых форм для объединения с электродными слоями. Однако многие материалы ISE неизбежно сталкиваются с дилеммой химического перекрестного загрязнения или структурного повреждения во время последующей обработки.Например, керамические электролиты могут разрушиться при резке, а электролиты для стекла/стеклокерамики могут иметь побочные реакции, связанные с водой или повышенной температурой при шлифовке/полировке. Следовательно, последующая обработка может значительно увеличить производственные затраты и удлинить производственный цикл. Краткое изложение традиционных методов производства SSE представлено схемами на рис. 2, где эти распространенные методы имеют аналогичные ограничения в достижении сложных форм-факторов, необходимых для будущих применений аккумуляторов.В этих условиях исследования 3D-печати SSE привлекают все большее внимание из-за возможности одноэтапного производства SSE с желаемыми форм-факторами. В обход многих дополнительных шагов, необходимых для традиционных методов, полностью интегрированное производство всей твердотельной батареи также может быть достигнуто с помощью 3D-печати в будущем. Далее в этом обзоре обсуждаются существующие стратегии 3D-печати для SSE, а затем подчеркиваются перспективы и возможности повышения производительности SSE, напечатанных на 3D-принтере.
Рис. 2. Схема традиционных производственных стратегий с (A) Оптическое изображение твердого полимерного электролита на основе полиэтиленоксида (ПЭО). Воспроизведено из Chen C. et al. (2019) по лицензии Creative Commons Attribution. (B) Схема твердого композитного электролита, сочетающего Li 6,75 La 3 Zr 1,75 Ta 0,25 O 12 (LLZTO) и поливинилиденфторид (ПВДФ). Воспроизведено из Чжан X.и другие. (2017) с разрешения John Wiley & Sons-Books. (C) Оптическое изображение пленки керамического электролита Li 0,34 La 0,56 TiO 3 (LLTO). Воспроизведено из Jiang et al. (2020) с разрешения John Wiley & Sons-Books.
Технологии 3D-печати
Аддитивное производство, то есть 3D-печать, относится к передовой технологии изготовления, при которой трехмерные объекты строятся послойно на основе файлов автоматизированного проектирования (САПР) (Chen A.Н. и др., 2017; Мао и др., 2017). По сравнению с традиционным методом, технология 3D-печати продемонстрировала уникальные преимущества в быстром прототипировании очень сложных и точных структур. Это преимущество может значительно упростить процедуру изготовления и сократить отходы материалов, чтобы снизить себестоимость продукции (Chen A.N. et al., 2018; Li M. et al., 2019). Кроме того, 3D-печать способна снять присущие батареям ограничения форм-фактора и превратить производство батарей из простого двухмерного в сложное трехмерное (Pang et al., 2019; Ченг и др., 2020 г.; Ян и др., 2020). Учитывая вышеуказанные преимущества, для изготовления SSE было применено несколько методов 3D-печати. Эти методы 3D-печати SSE можно разделить на следующие две категории: печать на основе прямой записи (DW) [например, прямая запись чернилами (DIW), струйная печать (IJP), аэрозольная струйная печать (AJP) и наплавление. моделирование (FDM)] и печать на основе литографии [например, стереолитография (SL) и цифровая обработка света (DLP)]. Далее будут обсуждаться последние достижения в исследованиях стратегий 3D-печати SSE с точки зрения выбора исходного сырья, оболочки сборки и разрешения печати.
3D-печать твердотельных электролитов на основе DW
Прямое письмо тушью
Прямое написание чернил (DIW) является наиболее широко используемым методом 3D-печати для производства SSE из-за его низкой стоимости, простоты в эксплуатации и широкого выбора сырья (металлы, полимеры и керамика) (Ambrosi and Pumera, 2016; Du et al. , 2017). Схема процесса DIW показана на рисунке 3A. В процессе печати вязкоупругие чернила на гелевой основе выдавливаются непосредственно из головки сопла в виде непрерывной нити.Перемещая сопло вверх, проектируемые 3D-объекты могут быть созданы путем последовательного послойного осаждения. После печати материалы чернил быстро затвердевают под воздействием испарения растворителя, гелеобразования, фазовых переходов, вызванных температурой или растворителем (Naficy et al., 2014). Как правило, разрешение печати DIW-объектов определяется диаметром сопла, который составляет от десятков до сотен микрометров. Для печати SSE с высоким разрешением (10–100 мкм) решающим фактором является высокоэффективный состав чернил.Печатная краска должна быть смодулирована, чтобы получить хорошие характеристики разжижения при сдвиге, обеспечивающие плавный поток красок через сопло, и требуются достаточно высокий предел текучести и модуль накопления, чтобы обеспечить сохранение формы экструдированных нитей (Chang et al., 2019). ).
Рис. 3. Прямое письмо чернилами (DIW). (A) Схематическая и СЭМ-микроскопия гелевого электролита для Zn-MnO 2 микробатареи. Воспроизведено из Ho et al. (2010) с разрешения IOP Publishing, Ltd. (B) Схематические и оптические изображения полимерного электролита для Li 4 Ti 5 O 12 -графеноксидной батареи. Воспроизведено из Fu et al. (2016) с разрешения John Wiley & Sons-Books. (C) Схема и СЭМ-микрофотография композитного твердого электролита (CSE) для гибких ЛИА (LiFePO 4 /CSE/Li 4 Ti 5 O 12 ). Воспроизведено из Blake et al. (2017) с разрешения John Wiley & Sons-Books. (D) СЭМ-микроскопия и оптическое изображение CSE для ЛИА с электродом MnO 2 . Воспроизведено из Cheng et al. (2018) с разрешения John Wiley & Sons-Books. (E) Схема и СЭМ-микрофотографии Li 7 La 3 Zr 2 O 12 (LLZ) керамического электролита для литий-металлического аккумулятора (Li/LLZ/Li). Воспроизведено из Mcowen et al. (2018) с разрешения John Wiley & Sons-Books.
В 2010 г. Ho et al. сообщили о первом напечатанном DIW гелевом SSE с ионной жидкостью.(2010). Как показано на рисунке 3A, SSE был зажат между электродами в микробатарейке Zn-MnO 2 . Напечатанная ячейка показала ёмкость 0,98 мАч·см 90 275 –2 90 276 и плотность энергии 1,2 мВтч·см 90 275 –2 90 276 в течение более чем 70 циклов. Фу и др. (2016) печатные полимерно-композитные электролитные чернила с регулируемой вязкостью для Li 4 Ti 5 O 12 -графеноксида (GO) встречно-штыревой батареи (рис. 3B). Отметив, что чешуйки GO контролировались, чтобы выровняться вдоль направления экструзии в осажденных электродах, что могло улучшить электропроводность и обеспечить достаточную площадь поверхности для размещения электролита.CSE были созданы для гибких LIB компанией DIW (рис. 3C, D; Blake et al., 2017; Cheng et al., 2018). По сравнению с коммерческим полиолефиновым сепаратором печатные CSE продемонстрировали сопоставимые высокие электрохимические характеристики, лучшую термическую стабильность, смачиваемость электролитом и способность к повторному использованию (Blake et al., 2017). Макоуэн и др. (2018) подготовили керамический электролит Li 7 La 3 Zr 2 O 12 (LLZ) с различными микрометрическими характеристиками для литий-металлической батареи (рис. 3E).Было доказано, что эти структуры электролита обеспечивают батареи с хорошими механическими свойствами, более низким сопротивлением полного элемента и улучшенной плотностью энергии и мощности. Об аналогичной работе DIW сообщалось и в других источниках (Braam et al., 2012; Wei et al., 2018; Ma and Devin Mackenzie, 2019). Основные преимущества DIW заключаются в широком выборе исходного сырья и широком диапазоне рабочей зоны (100 мкм–10 см). Использование концентрированных вязкоупругих паст позволяет создавать трехмерные конструкции без необходимости в опорах (таких как порошковый слой, жидкий чан или распечатанные вручную опоры) (Chen Z.et al., 2019), что может упростить процесс печати, исключить процесс обработки поверхности и максимально использовать исходный материал. DIW хорошо изучен для изготовления специальных пористых структур, обладающих периодическими характеристиками, с небольшим разрешением или без него. Однако приготовление вязкоупругих паст на основе геля для DIW является сложной задачей. Кроме того, печатные элементы DIW ограничены структурами из поленницы из-за экструдированных форм нитей, что указывает на трудности в изготовлении плотных структур.
Струйная печать
Струйная печать (IJP) — это метод бесконтактного нанесения материала на основе капель, который может напрямую выбрасывать микрокапли чернил через сопла на различные типы подложек для создания двумерных (2D) рисунков (Доброжан и др., 2020). Схема процесса IJP показана на рисунке 4A. В качестве многообещающего метода IJP был изучен для печати несколькими материалами, включая металл, полимеры, со-гель, белковые материалы и т. Д. (Fritzler and Prinz, 2017).Как правило, чернила для IJP должны быть в разбавленной жидкой форме с достаточно низкой динамической вязкостью и поверхностным натяжением. Количественная характеристика, основанная на физических свойствах чернил, была предложена Дерби (2010) для оценки того, можно ли описать чернила как «пригодность для печати» для IJP: 2 / η , где Z — обратное безразмерному числу, О — число Онезорге, α — характерная длина, представляющая радиус сопла, а ρ , η 6, 8 и γ — плотность, динамическая вязкость и поверхностное натяжение краски соответственно.В случае 1 < Z < 10 ожидается, что чернила будут образовывать стабильные капли, чтобы обеспечить процесс IJP.
Рис. 4. Струйная печать (IJP). (A) Схема процесса IJP; (B) СЭМ в поперечном сечении и картирование элементов пористого композитного LiFePO 4 электрода с напечатанными ионогелевыми электролитами; (C) Температурно-зависимая ионная проводимость печатных ионогелей; (D) Гальваностатическое циклирование полуэлемента с использованием напечатанных ионогеля и пористых композитных электродов LiFePO 4 и Li 4 Ti 5 O 12 .Воспроизведено из Delannoy et al. (2015) с разрешения Elsevier Science and Technology Journals.
Применение IJP для печати SSE было впервые описано в литературе Delannoy et al. (2015). Авторы нанесли ионогелевые чернила на основе кремнезема непосредственно на пористые композитные электроды, чтобы сформировать SSE для LIB (рис. 4A–D). Ионогель SSE показал высокую ионную проводимость, хорошую термостойкость и отличную совместимость с пористыми электродами, что позволило изготовить микро-ЛИА с высокой поверхностной емкостью и хорошими характеристиками электрохимического циклирования.Полная ячейка с использованием ионогеля SSE, напечатанного IJP, с пористыми композитными электродами LiFePO 4 и Li 4 Ti 5 O 12 продемонстрировала поверхностную емкость 300 мАч · см –2 в течение более 100 циклов, что было более конкурентоспособны, чем микроустройства, полученные с помощью дорогостоящего процесса физического осаждения из паровой фазы. В методе IJP диаметр сопла обычно составляет менее 5 мкм, что меньше по сравнению с DIW (десятки-сотни микрометров).В этом случае ИПП позволяет изготавливать спроектированные структуры с более высоким разрешением (5–20 мкм), что способствовало применению ИПП в области микроэлектроники и энергетических устройств. Однако объекты, напечатанные IJP, в основном ограничены двумерным пространством с оболочкой здания 50–10 мм и не могут быть адаптированы для нанесения толстых рисунков из-за очень небольшого объема исходных чернил. Кроме того, IJP имеет ограниченную гибкость при изготовлении сложных структур (таких как полые и выступающие) из-за трудностей подготовки подложки с использованием экструдированных разбавленных жидких чернил.Эти ограничения ограничили его дальнейшее применение.
Аэрозольная струйная печать
Аэрозольная струйная печать (AJP) — относительно новый метод бесконтактного нанесения, ориентированный в первую очередь на изготовление печатной электроники. Сырье (например, металлы, полимеры и керамика) для осаждения AJP должно быть в жидкой форме и подвергаться пневматическому или ультразвуковому аэрозольному распылению в капли диаметром 1–5 мкм. Эти капли затем доставляются на подложку потоком газа для формирования желаемых узоров (Mahajan et al., 2013). Схема процесса AJP показана на рисунке 5A. Разрешение печати AJP зависит не только от размера сопла, но и от плотности капель и их взаимодействия с подложкой (Hoey et al., 2012). AJP считается потенциальным конкурентом IJP в миллиметровом производстве, поскольку он позволяет бесконтактное нанесение на гибкие и трехмерные неплоские подложки, что невозможно для методов IJP или DIW.
Рис. 5. Аэрозольная струйная печать (AJP). (A) Схема процесса AJP. Воспроизведено из Hoey et al. (2012) по лицензии Creative Commons Attribution. AJP для электролитов на основе полиэтиленоксида (ПЭО) в ЛИА с LiFePO 4 в качестве катода: (B) СЭМ-микрофотография поперечного сечения электролитов на основе ПЭО; (C) Температурно-зависимая проводимость электролитов на основе ПЭО; (D) Кривые разряда для батарей, созданных из печатного электролита на основе ПЭО, при 45°C со вставкой для измерения при 75°C.Воспроизведено из Deiner et al. (2019) с разрешения John Wiley & Sons-Books.
Применение AJP для печати SSE было впервые описано в литературе Deiner et al. (2019). В этой работе представлен состав чернил, состоящий из ПЭО, дифтор(оксалата)бората лития и наночастиц Al 2 O 3 , подходящий для нанесения AJP (рис. 5B–D). Результаты показали, что геометрия и транспортные свойства печатных ТФЭ были в основном чувствительны к химической идентичности аниона соли лития и соотношению ЭО: Li.ЛИА с нанесенными AJP ТФЭ могли быть разряжены при C/15 емкостью >85 мА·ч·г –1· при 45°C и 162 мА·ч·г –1· при 75°C. По сравнению с IJP, AJP имеет следующие преимущества: (i) экструдированные чернила обеспечивают гораздо более высокую вязкость, больший размер частиц и загрузку твердых частиц благодаря процессу распыления, который воспроизводит мелкие капли, (ii) он основан на непрерывном образовании туман из капель диаметром 1–5 мкм, что указывает на более высокое разрешение печати (∼5 мкм) и скорость осаждения, чем в процессе IJP drop-on-demand, и (iii) непрерывный туман состоит из высокоплотных капли, которые плотно сфокусированы, демонстрируя способность препятствовать засорению тонкого сопла.Тем не менее, масштабируемость системы напыления, особенно для обработки больших площадей (с оболочкой > 3 мм) по-прежнему является сложной задачей для AJP из-за размера сопла и дополнительных принадлежностей. Кроме того, стоимость дополнительных приспособлений и сфокусированного потока газа в системе AJP обычно высока.
Моделирование методом наплавления
Моделирование методом наплавления (FDM) — это хорошо известный метод 3D-печати для создания сложных объектов как в промышленности, так и в научных кругах благодаря своей простоте и доступной цене (Bellini and Güçeri, 2003).Механизм формирования FDM аналогичен механизму DIW, который основан на принципе экструдирования материала, в то время как их исходное сырье и процесс подачи отличаются. Схема процесса FDM показана на рисунке 6A. Материалы для FDM-печати должны быть твердыми и термопластичными в форме тонких нитей, которые могут быть доставлены к экструзионной головке с помощью ведущих колес. После экструзии из сопла термопластические материалы, которые нагреваются до состояния стеклования, кристаллизуются и затвердевают, осаждаясь на подложку.Обычными термопластическими материалами, используемыми в технике FDM, являются акрилонитрил-бутадиен-стирольные и полимолочные нити (PLA), в которых PLA приобретает все большую популярность благодаря своей безвредности для окружающей среды. Несмотря на эти преимущества, метод FDM редко применялся для изготовления SSE из-за низкой ионной проводимости термопластов. Таким образом, разработка термопластичных материалов в форме нитей с высокой ионной проводимостью является ключом к производству SSE методом FDM.
Рис. 6. Моделирование методом наплавления (FDM). (A) Схема процесса FDM. Воспроизведено из Klippstein et al. (2018) с разрешения John Wiley & Sons-Books. FDM для электролитов на основе полимолочной кислоты (PLA) в LIB (титанат лития/матрица PLA/оксид лития-марганца): (B) Отдельные компоненты напечатанной на 3D-принтере монетной ячейки; (C) Емкость и кулоновский выход при плотности тока 20 мА –1 за 100 циклов; (D) Оптическое изображение печатной батареи, питающей светодиод; (E) SEM поперечное сечение одной батареи печати.Воспроизведено из Reyes et al. (2018) с разрешения Американского химического общества.
В 2018 г. Reyes et al. (2018) впервые синтезировали электролитные нити на основе PLA, пригодные для FDM-печати, с наивысшей ионной проводимостью 0,031 мСм⋅см –1 путем вливания смеси этилметилкарбоната, пропиленкарбоната и LiClO 4 . Они также разработали электродные материалы из PLA для 3D-печати полных литий-ионных аккумуляторов произвольной формы, таких как батарейки типа «таблетка» и встроенные батареи, используемые в носимых электронных устройствах, как показано на рисунках 6B–E.Однако напечатанная полная ячейка имеет более низкую кулоновскую эффективность (∼88,5% в течение первых 50 циклов) по сравнению с эффективностью обычных ЛИА (∼95–99%) (Smith et al., 2010). FDM предлагает множество преимуществ, таких как низкая стоимость печати, возможности большого размера (максимальный размер корпуса около 10 см) и, в частности, возможность печати структуры из нескольких исходных материалов. Тем не менее, все еще существует несколько ограничений на производство SSE с помощью FDM: (i) материалы для печати ограничены термопластами и должны быть сформированы в нити, (ii) термопластичные нити должны быть нагреты до их состояния стеклования при высокой температуре 150 –180°C, и (iii) разрешение FDM-печати по оси Z составляет от 50 до 200 мкм, что приводит к плохому качеству поверхности и управляемости структуры.
3D-печать твердотельных электролитов на основе литографии
Стереолитография
Стереолитография (SL) считается наиболее известным и популярным методом 3D-печати и применяется для изготовления полимерных, керамических и стеклянных деталей (Eckel et al., 2016; Ngo et al., 2018; Santoliquido et al. , 2019). Схема процесса SL показана на рисунке 7A. SL позволяет производить сложные трехмерные микрорешетки путем селективной полимеризации и отверждения фотоотверждаемой смолы с использованием источника света определенной длины волны (обычно в УФ-диапазоне) (Chartrain et al., 2018). Процесс полимеризации обычно протекает на поверхности жидкости. Как только один слой полимеризации завершен, чан или платформа, поддерживающая строительную часть, поднимается или опускается на толщину слоя. Иногда требуется лезвие, чтобы выровнять поверхность жидкости перед полимеризацией следующего слоя. Фотоотверждаемая смола SL состоит в основном из фотоактивных мономеров и других добавок в очень небольших количествах, в частности фотоинициатора (Manapat et al., 2017). По сравнению с технологией 3D-печати на основе DW (например,g., DIW, IJP, AJP и FDM), SL способен изготавливать произвольные трехмерные геометрические формы, включая различные полые резные элементы с высоким разрешением вплоть до микрометрового масштаба, и может устранить ограничения, связанные с траекторией движения инструмента и серийной экструзией (Янг и др.). ., 2016). Таким образом, СР обладает высоким потенциалом для изготовления различных типов ЭСЭ, в том числе ТФЭ, ЭСЭ и ИСЭ.
Рис. 7. Стереолитография (SL). (А) Схема процесса СЛ. Воспроизведено из Gross et al.(2014) с разрешения Американского химического общества. SL для твердотельных электролитов (SSE): (B) Процесс трафаретной печати с УФ-отверждением твердых полимерных электролитов (SPE, = мономер этоксилированного триметилолпропантриакрилата/электролит с высокой температурой кипения/Al 2 O 3 наночастицы) тонкий слой для ЛИА [LiFePO 4 (LFP)/SPE/Li 4 Ti 5 O 12 (LTO)]. Воспроизведено из Ким С.Х. и другие. (2015) с разрешения Американского химического общества. (C) Оптическое изображение и трехмерная структура ТФЭ на основе полиэтиленгликоля для микроЛИБ (LFP/SPE/LTO). Воспроизведено из Chen Q. et al. (2017) с разрешения IOP Publishing, Ltd. (D) Схематические и SEM-изображения 3D-печатных шаблонов с кубической, гироидной, ромбовидной и полученной из биджеля микроархитектурой Li 1,4 Al 0,4 Ge 1,6 (PO 4 ) 3 (LAGP)-эпоксидные электролиты для литий-металлических аккумуляторов с симметричными литиевыми электродами.Воспроизведено из Zekoll et al. (2018) с разрешения Королевского химического общества. (E) Оптическое изображение, СЭМ-изображения и кривые зависимости напряжения/мощности от плотности тока для элементов из твердого оксида лантана-стронция (LSM-YSZ)/YSZ/Ni-YSZ. Воспроизведено из Pesce et al. (2020) по лицензии Creative Commons Attribution 3.0 Unported License, опубликованной Королевским химическим обществом.
В 2015 году Ким С.Х. и другие. (2015) подготовили слой ТФЭ и встроенные в матрицу ТФЭ электроды на произвольных объектах, а затем собрали в многослойные структурированные гибкие LIB в различных форм-факторах (рис. 7B).Напечатанные батареи показали хорошую способность долговременного хранения заряда и средний уровень объемной плотности энергии. Чен К. и соавт. (2017) разработали УФ-отверждаемую смолу на основе поли(этиленгликоля) для SL-печати 3D-гелевого полимерного электролита для микролитиевых батарей недорогим и высокопроизводительным способом. Как показано на рис. 7C, напечатанный зигзагообразный ГПЭ может увеличить площадь контакта с электродами, а улучшенная ионная проводимость 4,8 × 10 –3 См см –1 может быть получена при температуре окружающей среды, что сравнимо с что жидкий электролит.Зеколл и др. (2018) сообщили о CSE, напечатанных методом SL, содержащих 3D-биконтинуум Li 1,4 Al 0,4 Ge 1,6 (PO 4 ) 3 (LAGP) керамический электролит и изолирующий полимер (эпоксидный полимер, полипропилен) металлическая батарея (рис. 7D). Этот метод может точно контролировать соотношение керамики и полимера, а также геометрию и размер разнообразных точных микроархитектур, таких как кубические, гироидальные, алмазные и биджелевые структуры. Гироидный LAGP-эпоксидный электролит имел ионную проводимость 1.6 × 10 –4 S см –1 , что было того же порядка, что и у гранул LAGP, в то время как печатный электролит продемонстрировал до 28% более высокую прочность на сжатие и до пяти раз большую прочность на изгиб. Недавняя работа, о которой сообщили Pesce et al. (2020) разработали самонесущие цельнокерамические электролиты из оксида циркония, стабилизированного 8 мол.% иттрия (YSZ), для твердооксидного топливного элемента (ТОТЭ), напечатанного SL (рис. 7E). Напечатанные плотные и без трещин электролиты 8YSZ достигли ионной проводимости до 3.0 × 10 –2 См см –1 при 800°С в плоской и гофрированной геометриях. Гофрированные электролиты YSZ с SL-печатью показали увеличение удельной мощности на 57% (410 мВт см 90 275 -2 90 276 при 900 ° C) по сравнению с обычной технологией ТОТЭ, что в основном связано с геометрическими аспектами с высоким коэффициентом сжатия. SL продемонстрировал многочисленные преимущества, такие как высокое разрешение печати (10–100 мкм) и качество поверхности. Кроме того, SL обладает большим потенциалом в подготовке SSE для многоразмерных батарей, особенно батарей микронного размера.Однако доступность фоточувствительных смол или полимеров-предшественников, пригодных для печати SL, ограничена и дорога (около 100 долларов США за кг для светочувствительных смол и дороже для прекурсоров), а для печати полых или выступающих структур требуются ручные поддержки.
Цифровая обработка света
Цифровая обработка света (DLP) — это метод SL на основе маски, использующий цифровое микрозеркальное устройство (DMD) для проецирования световой маски, которая служит для затвердевания всего слоя за несколько секунд (Chartrain et al., 2018). Механизм формирования и исходное сырье DLP аналогичны SL. Схема процесса DLP показана на рисунке 8A. В системе DLP DMD представляет собой массив из нескольких миллионов микроскопически маленьких зеркал на полупроводниковом чипе, и каждое зеркало представляет один или несколько пикселей в проецируемом изображении (Han et al., 2019). В этом случае разрешение печати DLP связано с количеством зеркал в DMD. Послойное затвердевание в DLP предлагает многочисленные преимущества по сравнению с процессом точечного сканирования SL: (i) время сборки значительно сокращается, поскольку оно в основном зависит от толщины слоя и времени воздействия, и (ii) остаточное напряжение образцов DLP невелика, так как при затвердевании слоя нет разницы между контуром и внутренней областью.Эти преимущества привлекли значительное внимание при изготовлении плотной керамики в различных областях, включая керамические электролиты для ТОТЭ.
Рис. 8. Цифровая обработка света (DLP). (A) Схема процесса DLP. Воспроизведено из Luongo et al. (2020) с разрешения John Wiley & Sons-Books. DLP для полностью плотного электролита с содержанием оксида циркония, стабилизированного оксидом иттрия, 8 мол.% (8YSZ) в твердооксидном топливном элементе (NiO-8YSZ/8YSZ/La 0,8 Sr 0.2 MnO 3 ): (B) СЭМ-изображения напечатанного YSZ под разными углами; (C) СЭМ-изображения рифленого YSZ; (D) Кривые зависимости напряжения и мощности от плотности тока полных ячеек волнистой формы. Воспроизведено из Xing et al. (2020) с разрешения Elsevier Science & Technology Journals.
Самая последняя работа по производству керамического электролита методом DLP была проведена Xing et al. (2020). Для повышения производительности ТОТЭ полностью плотный электролит YSZ с концентрацией 8 мол.% был разработан с волнообразной формой и подготовлен DLP с различными углами печати (0°, 15°, 30°, 45°) (рис. 8B, C).Этот печатный специальный электролит может увеличить поверхность раздела электрод-электролит примерно на 36 % и, таким образом, повысить удельную мощность примерно на 32 % при температуре испытания 800 °C и примерно на 37 % при температуре 700 °C по сравнению с эталонной плоской поверхностью. ячейка (рис. 8D). Эта работа продемонстрировала потенциал изготовления SSE с определенным рисунком с помощью DLP для изготовления ТОТЭ с улучшенными и предсказуемыми характеристиками. DLP имеет разрешение печати (10–100 мкм) и качество поверхности, сравнимое с SL, но значительно сокращает время сборки и меньшее остаточное напряжение, что позволяет производить высоконадежные SSE с высокой эффективностью.Тем не менее, дорогостоящие светочувствительные смолы/прекурсоры и ручные подложки по-прежнему являются проблемами, с которыми сталкивается DLP.
В последние годы было разработано несколько методов 3D-печати на основе литографии, таких как двухфотонная полимеризация (TPP) (Truby and Lewis, 2016), непрерывное создание границы раздела сред (CLIP) (Tumbleston et al., 2015) и проецирование микростереолитография (PµSL) (Park et al., 2012), все они могут обеспечить сопоставимое или более высокое разрешение печати, чем 10–100 мкм (рис. 9).CLIP имеет разрешение печати 50-100 мкм, в то время как детали могут быть вытянуты из полимера за считанные минуты с помощью кислородопроницаемого окна (Tumbleston et al., 2015). PµSL может достигать разрешения печати 2~8,5 мкм, используя трехмерный DMD в градациях серого в качестве динамической маски и систему уменьшающих линз в качестве пространственного модулятора света (Sun et al., 2005). В частности, TPP позволяет создавать элементы размером менее 1 мкм за счет одновременного поглощения двух фотонов ближнего инфракрасного (780 нм) или зеленого (515 нм) лазера (Obata et al., 2013). Этот метод 3D-печати на основе литографии имеет большой потенциал для изготовления SSE с мелкими деталями от сотен нанометров до микронов.
Рисунок 9. Сравнение разрешения при печати методом 3D-печати на основе литографии [стереолитография (SL), цифровая обработка света (DLP), непрерывное создание жидкостного интерфейса (CLIP), проекционная микростереолитография (PµSL) и двухфотонная полимеризация ( ТЭС)]. SL воспроизведено из Jansen et al.(2009) с разрешения Американского химического общества. DLP воспроизведено из Lee et al. (2007) с разрешения Американского химического общества. CLIP воспроизведено из Tumbleston et al. (2015) с разрешения Американской ассоциации содействия развитию науки. PµSL воспроизведено из Lee et al. (2008) с разрешения John Wiley & Sons-Books. TPP воспроизведено из Obata et al. (2013) по лицензии Creative Commons.
Заключение и перспективы
В этом обзоре мы впервые обсудили общие процессы и ограничения традиционных методов производства SSE.Затем, посредством всестороннего обзора двух больших групп методов 3D-печати, основанных либо на DW, либо на SL, мы указали на преимущества новых методов 3D-печати по сравнению с традиционными методами производства SSE с точки зрения строительных механизмов, выбора исходного сырья, сборки. конверт, разрешение печати и применение (наноразмерные, гибкие и крупномасштабные аккумуляторные сетки). Мы подчеркнули перспективы и осуществимость производства SSE с использованием 3D-печати на основе литографии для преодоления технических барьеров и улучшения совместимости твердотельных интерфейсов.Наконец, мы обсудили несколько существующих проблем, связанных с процессом 3D-печати, и соответствующие будущие перспективы для более эффективного решения этих проблем, стремясь предоставить руководство, которое будет способствовать развитию методов 3D-печати, более тесно ориентированных на производство аккумуляторов. В целом, за эволюцией аккумуляторов устойчивой движущей силой всегда были постоянно совершенствующиеся и совершенствующиеся технологии производства.
Учитывая преимущества высокого разрешения печати, гибкой подготовки очень сложных структур и широкого выбора исходного сырья, технология 3D-печати продемонстрировала свой большой потенциал для производства SSE различных типов и форм-факторов.Тем не менее, все еще есть несколько проблем, которые необходимо решить следующим образом: (i) проблемы в производстве чувствительных к воздуху/влаге SSE. В большинстве методов 3D-печати используется сырье в виде жидкости или чернил, таких как DIW, IJP и AJP, (ii) ограничения производства с высоким разрешением (вплоть до наномасштаба). Например, nano-LIB для биомедицинских приложений и нанометровые SSE в форме гребня для снижения внутреннего сопротивления, (iii) проблемы производства SSE для приложений в масштабе сетки.Например, ТОТЭ и крупномасштабные аккумуляторные сети для хранения возобновляемой энергии, а также (iv) потенциальные проблемы последующей обработки для ИСЭ. Например, напряжение, трещины, летучесть лития и побочные реакции легко вызываются в результате затрат времени (удаление связующего или спекание) (Nyman et al., 2010; Pfenninger et al., 2019). Для решения вышеуказанных проблем настоятельно рекомендуется предпринять дальнейшие усилия в следующих аспектах: (i) интегрировать технологию 3D-печати и традиционное производство аккумуляторов для содействия разработке полностью твердотельных аккумуляторов с высокой плотностью энергии, (ii) увеличить разрешение печати вплоть до нанометров с помощью новых нанотехнологий, (iii) разработать принтеры промышленного уровня или платформу конвейерной печати для производства SSE для приложений в масштабе сетки и (iv) объединить некоторые инновационные технологии спекания, совместимые со сложными деталями, напечатанными на 3D-принтере.
Этот обзор продемонстрировал возможность изготовления SSE с помощью 3D-печати, но требуются дополнительные усилия, чтобы полностью преодолеть разрыв между текущими технологическими возможностями и будущими производственными требованиями. Хотя 3D-печать предлагает беспрецедентную гибкость в настройке структурной размерности и сложности SSE по сравнению с традиционными методами, ее не следует ошибочно принимать за всемогущее решение многих неотъемлемых препятствий в производстве аккумуляторов. Чтобы реализовать больший потенциал применения 3D-печати в производстве аккумуляторов, требуются междисциплинарные совместные усилия.С точки зрения материаловедения необходимы дальнейшие экспериментальные и вычислительные исследования для систематического изучения взаимосвязей SSE состав-структура-свойство. Это должно способствовать выполнению более высоких плотностей тока и лучшей механической/химической стабильности элемента батареи. Углубляясь в механизмы реакции с электрохимической точки зрения, можно исследовать и оптимизировать кинетику переноса ионов на границе раздела электрод/электролит, чтобы повысить эффективность переноса проводящего иона.Благодаря более комплексному дизайну в машиностроении можно интегрировать специальные приспособления для чувствительных к воздуху/влаге образцов в существующие инструментальные установки 3D-печати, чтобы обеспечить более широкий выбор материалов. В целом технология 3D-печати использует многие преимущества традиционных методов производства на протяжении многих лет. Благодаря совместным усилиям междисциплинарных исследований 3D-печать с оптимизмом смотрит на то, что вскоре она полностью реализует свой потенциал в производстве SSE. Мы считаем, что широкое внедрение технологий 3D-печати должно быть сосредоточено не только на производственном процессе, но и на вдохновении таких дисциплин, как химия поверхности, материаловедение и машиностроение.Например, ограниченная доступность и высокая стоимость пригодных для печати светочувствительных смол или полимеров-предшественников (выше 100 долларов за килограмм) для SL заставит нас разработать новые материалы для печати SL с низкой стоимостью и широкой совместимостью материалов. Плохая совместимость интерфейса твердого тела/твердого интерфейса подтолкнет нас к изучению модификации поверхности и структурного дизайна SSE с сильным взаимодействием между частицами и низким импедансом интерфейса. Кроме того, некоторые особые требования (такие как инертная атмосфера и сухая среда) заставят нас разработать специальную технологию 3D-печати для производства аккумуляторов.Таким образом, применение SSE 3D-печати в будущем требует совместной разработки нескольких дисциплин, таких как химия поверхности, материаловедение и машиностроение.
Вклад авторов
FS и YS: концепция или дизайн работы и критическая доработка статьи. AC и CQ: написание статьи. Все авторы внесли свой вклад в статью и одобрили представленную версию.
Финансирование
FS выражает признательность Департаменту энергетики и разработки полезных ископаемых Университета штата Пенсильвания за поддержку стартового фонда.
Конфликт интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.
Сокращения
2D, двухмерный; AJP, аэрозольная струйная печать; CLIP, непрерывное производство интерфейса жидкости; CSE, композитные твердые электролиты; DIW, прямое письмо тушью; DLP, цифровая обработка света; DMD, цифровое микрозеркальное устройство; DW, прямое письмо; FDM, моделирование наплавленных отложений; GO, оксид графена; IJP, струйная печать; ISE, неорганический твердый электролит; ЛАГП, Ли 1.4 Al 0,4 Ge 1,6 (PO 4 ) 3 ; LFP, LiFePO 4 ; LIB, литий-ионные аккумуляторы; LLZ, Li 7 La 3 Zr 2 O 12 ; LTO, Li 4 Ti 5 O 12 ; P µ SL — проекционная микростереолитография; PLA, полимолочная кислота; СЛ, стереолитография; SOFC, твердооксидный топливный элемент; ТФЭ – твердый полимерный электролит; SSE, твердотельный электролит; ТФП, двухфотонная полимеризация; УФ, ультрафиолет; YSZ, цирконий, стабилизированный оксидом иттрия.
Каталожные номера
Appetecchi, G.B., Alessandrini, F., Carewska, M., Caruso, T., Prosini, P.P., Scaccia, S., et al. (2001). Исследование аккумуляторов с литий-полимерным электролитом. J. Источники питания 97, 790–794.
Академия Google
Беллини, А., и Гучери, С. (2003). Механические характеристики деталей, изготовленных с использованием моделирования наплавления. Быстрый прототип. J. 9, 252–264. дои: 10.1108/13552540310489631
Полнотекстовая перекрестная ссылка | Академия Google
Блейк, А.J., Kohlmeyer, R.R., Hardin, J.O., Carmona, E.A., Maruyama, B., Berrigan, J.D., et al. (2017). Керамо-полимерные электролиты для 3D-печати для гибких высокопроизводительных литий-ионных аккумуляторов с повышенной термостойкостью. Доп. Энергия Матер. 7:1602920. doi: 10.1002/aenm.201602920
Полнотекстовая перекрестная ссылка | Академия Google
Бланга Р., Бурштейн Л., Берман М., Гринбаум С. Г. и Голодницкий Д. (2015). Твердый полимерно-керамический электролит, образованный методом электрофоретического осаждения. Дж. Электрохим. соц. 162, Д3084–Д3089.
Академия Google
Браам, К.Т., Фолькман, С.К., и Субраманиан, В. (2012). Характеристика и оптимизация печатной первичной серебряно-цинковой батареи. Дж. Источники питания 199, 367–372. doi: 10.1016/j.jpowsour.2011.09.076
Полнотекстовая перекрестная ссылка | Академия Google
Бухманн, И. (2001). Батареи в портативном мире: Справочник по перезаряжаемым батареям для не инженеров .Ричмонд: Cadex Electronics.
Академия Google
Карли, М. Д., Касо, М. Ф., Аврора, А., Сета, Л. Д., и Просини, П. П. (2019). «Электроспиннинговые нановолокна в качестве сепараторов для литий-ионных аккумуляторов», в: Proceedings of the 15th International Conference on Concentrator Photovoltaic Systems (CPV-15) Melville, NY.
Академия Google
Кавальер С., Субианто С., Савич И., Джонс Д. Дж., Розьер Дж. Дж. Э. и Наука Э. (2011). Электропрядение: разработанные архитектуры для устройств преобразования и хранения энергии. Энергетика Окружающая среда. науч. 4, 4761–4785. дои: 10.1039/c1ee02201f
Полнотекстовая перекрестная ссылка | Академия Google
Чанг П., Мэй Х., Чжоу С., Дассиос К.Г. и Ченг Л. (2019). 3D-печатные электрохимические накопители энергии. Дж. Матер. хим. А 7, 4230–4258. дои: 10.1039/c8ta11860d
Полнотекстовая перекрестная ссылка | Академия Google
Чартрейн, Н. А., Уильямс, С. Б., и Уиттингтон, А. Р. (2018). Обзор изготовления тканевых каркасов с использованием фотополимеризации в ваннах. Акта Биоматер. 74, 90–111. doi: 10.1016/j.actbio.2018.05.010
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Chen, A.-N., Li, M., Wu, J.-M., Cheng, L.-J., Liu, R.-Z., Shi, Y.-S., et al. (2019). Механизм улучшения механических характеристик высокопористой муллитовой керамики с бимодальной структурой пор, полученной методом селективного лазерного спекания. J. Alloys Compd. 776, 486–494. doi: 10.1016/j.jallcom.2018.10.337
Полнотекстовая перекрестная ссылка | Академия Google
Чен, А.-N., Li, M., Xu, J., Lou, C.-H., Wu, J.-M., Cheng, L.-J., et al. (2018). Высокопористые муллитовые керамические пены, полученные методом селективного лазерного спекания с использованием полых сфер из летучей золы в качестве сырья. Дж. Евро. Керам. соц. 38, 4553–4559. doi: 10.1016/j.jeurceramsoc.2018.05.031
Полнотекстовая перекрестная ссылка | Академия Google
Chen, A.-N., Wu, J.-M., Cheng, L.-J., Liu, S.-J., Ma, Y.-X., Li, H., et al. (2020). Повышенное уплотнение и диэлектрические свойства керамики CaTiO3-0,3NdAlO3, полученной методом прямого коагуляционного литья. Дж. Евро. Керам. соц. 40, 1174–1180. doi: 10.1016/j.jeurceramsoc.2019.12.033
Полнотекстовая перекрестная ссылка | Академия Google
Чен А.-Н., Ву Дж.-М., Лю К., Чен Дж.-Ю., Сяо Х., Чен П. и др. (2017). Высококачественные керамические детали сложной формы, полученные методом селективного лазерного спекания: обзор. Доп. заявл. Керам. 117, 100–117. дои: 10.1080/17436753.2017.1379586
Полнотекстовая перекрестная ссылка | Академия Google
Чен, К., Сюй, Р., Хе, З., Чжао, К., и Пан, Л. (2017). Трехмерная печать гелевого полимерного электролита в литий-ионной микробатарее с использованием стереолитографии. Дж. Электрохим. соц. 164, А1852–А1857.
Академия Google
Chen, W., Lei, T., Wu, C., Deng, M., Gong, C., Hu, K., et al. (2018). Разработка безопасных электролитных систем для высокостабильной литий-серной батареи. Доп. Энергия Матер. 8:1702348. doi: 10.1002/aenm.201702348
Полнотекстовая перекрестная ссылка | Академия Google
Чен, Ю., Чжо, С., Ли, З., и Ван, К. (2020). Окислительно-восстановительные полимеры для перезаряжаемых металлоионных аккумуляторов. EnergyChem 2:100030. doi: 10.1016/j.enchem.2020.100030
Полнотекстовая перекрестная ссылка | Академия Google
Chen, Z., Li, Z., Li, J., Liu, C., Lao, C., Fu, Y., et al. (2019). 3D-печать керамики: обзор. Дж. Евро. Керам. соц. 39, 661–687.
Академия Google
Ченг М., Дейванаягам Р. и Шахбазян-Яссар Р. (2020). 3D-печать электрохимических накопителей энергии: обзор методов печати и архитектур электродов/электролитов. Тесто. Суперкапс 3, 130–146. doi: 10.1002/bat.2010
Полнотекстовая перекрестная ссылка | Академия Google
Ченг М., Цзян Ю., Яо В., Юань Ю., Дейванаягам Р., Форузан Т. и др. (2018). 3D-печать гибридного твердотельного электролита для литий-ионных аккумуляторов при повышенной температуре. Доп. Матер. 30:e1800615.
Академия Google
Choi, Y.E., Park, K.H., Kim, D.H., Oh, D.Y., Kwak, H.R., Lee, Y.G., et al. (2017). Твердые электролиты Li4SnS4 с покрытием, приготовленные из водных растворов для полностью твердотельных литий-ионных аккумуляторов. ChemSusChem 10, 2605–2611. doi: 10.1002/cssc.201700409
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Коммарье, Б., Паолелла, А., Дайгл, Дж.-К., и Загиб, К. (2018). К высокой проводимости лития в твердополимерных и полимерно-керамических батареях. Курс. мнение Электрохим. 9, 56–63. doi: 10.1016/j.coelec.2018.03.033
Полнотекстовая перекрестная ссылка | Академия Google
Куссо, Ж.-Ф., Сирет, К., Бьенсан, П., и Бруссли, М.(2006). Последние разработки в области литий-ионных призматических элементов. J. Источники питания 162, 790–796. doi: 10.1016/j.jpowsour.2005.02.095
Полнотекстовая перекрестная ссылка | Академия Google
Дейнер, Л.Дж., Дженкинс, Т., Хауэлл, Т., и Роттмайер, М. (2019). Полимерные композиционные электролиты аэрозольной печати для твердотельных литий-ионных аккумуляторов. Доп. англ. Матер. 21:12. doi: 10.1002/адем.2012
Полнотекстовая перекрестная ссылка | Академия Google
Деланнуа, П.Э., Риу Б., Лестрие Б., Гайомар Д., Брусс Т. и Ле Бидо Дж. (2015). На пути к быстрой и экономичной струйной печати с твердым электролитом для литиевых микробатарей. Дж. Источники питания 274, 1085–1090. doi: 10.1016/j.jpowsour.2014.10.164
Полнотекстовая перекрестная ссылка | Академия Google
Дэн З., Цзян Х., Ху Ю., Лю Ю., Чжан Л., Лю Х. и др. (2017). Трехмерная упорядоченная макропористая наноструктура MoS2@ C для гибких литий-ионных аккумуляторов. Доп. Матер. 29:1603020.doi: 10.1002/adma.201603020
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Дерби, Б. (2010). Струйная печать функциональных и конструкционных материалов: требования к свойствам жидкости, стабильность характеристик и разрешение. год. Преподобный Матер. Рез. 40, 395–414. doi: 10.1146/annurev-matsci-070909-104502
Полнотекстовая перекрестная ссылка | Академия Google
Диуф Б. и Поде Р. (2015). Возможности литий-ионных аккумуляторов в возобновляемой энергетике. Продлить.Энергия 76, 375–380. doi: 10.1016/j.renene.2014.11.058
Полнотекстовая перекрестная ссылка | Академия Google
Дирикан, М., Ян, К., Чжу, П. и Чжан, X. (2019). Композитные твердые электролиты для полностью твердотельных литиевых аккумуляторов. Матер. науч. англ. R Rep. 136, 27–46.
Академия Google
Доброжан О., Пшеничный Р., Воробьев С., Курбатов Д., Команицкий В. и Опанасюк А. (2020). Влияние термического отжига на морфологические и структурные свойства пленок ZnO, нанесенных на полиимидные подложки методом струйной печати. SN Заяв. науч. 2:365.
Академия Google
Ду, К.-Ф., Лян, К., Луо, Ю., Чжэн, Ю. и Ян, К. (2017). Последние достижения в области вторичных батарей, пригодных для печати. Дж. Матер. хим. А 5, 22442–22458. дои: 10.1039/c7ta07856k
Полнотекстовая перекрестная ссылка | Академия Google
Дадни, Нью-Джерси (2008 г.). Тонкопленочные микробатареи. Электрохим. соц. Интерфейс 17, 44–48.
Академия Google
Данн Б., Фаррингтон Г.К. и Кац Б. (1994). Золь-гель подходы для твердых электролитов и электродных материалов. Твердотельный ион. 70, 3–10. дои: 10.1016/0167-2738(94)
-х
Полнотекстовая перекрестная ссылка | Академия Google
Экель, З. К., Чжоу, К., Мартин, Дж. Х., Якобсен, А. Дж., Картер, В. Б., и Шедлер, Т. А. Дж. С. (2016). Аддитивное производство керамики на основе полимеров. Наука 351, 58–62. doi: 10.1126/science.aad2688
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Фергус, Дж.В. (2010). Керамические и полимерные твердые электролиты для литий-ионных аккумуляторов. J. Источники питания 195, 4554–4569. doi: 10.1016/j.jpowsour.2010.01.076
Полнотекстовая перекрестная ссылка | Академия Google
Франкс, Г.В., Таллон, К., Стударт, А.Р., Сессо, М.Л., и Лео, С. (2017). Коллоидная обработка: создание керамики сложной формы с уникальными многоуровневыми структурами. Дж. Ам. Керам. соц. 100, 458–490. дои: 10.1111/jace.14705
Полнотекстовая перекрестная ссылка | Академия Google
Фритцлер, К.B. и Prinz, VYJPU (2017). Методы 3D-печати микро- и наноструктур. Физ. Успехи. 62, 54–69. doi: 10.3367/ufne.2017.11.038239
Полнотекстовая перекрестная ссылка | Академия Google
Фу К., Ван Ю., Ян К., Яо Ю., Чен Ю., Дай Дж. и др. (2016). Электродные чернила на основе оксида графена для 3D-печати литий-ионных аккумуляторов. Доп. Матер. 28, 2587–2594. doi: 10.1002/adma.201505391
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Фудзимото, Д., Кувата Н., Мацуда Ю., Кавамура Дж. и Канг Ф. (2015). Изготовление твердотельных тонкопленочных аккумуляторов с использованием тонких пленок LiMnPO 4 , нанесенных методом импульсного лазерного осаждения. Тонкие твердые пленки 579, 81–88. doi: 10.1016/j.tsf.2015.02.041
Полнотекстовая перекрестная ссылка | Академия Google
Фурукава Н., Иноуэ К. и Мураками С. (1984). Щелочная батарея. патентов Google.
Академия Google
Гельфонд Н.В., Бобренок О.Ф., Предтеченский М.Р., Морозова Н.Б., Жерикова К.В., Игуменов И.К. (2009). Химическое осаждение из газовой фазы электролитных тонких пленок на основе диоксида циркония, стабилизированного оксидом иттрия. Неорг. Матер. 45, 659–665.
Академия Google
Гуденаф, Дж. Б., и Сингх, П. (2015). Обзор — твердые электролиты в перезаряжаемых гальванических элементах. Дж. Электрохим. соц. 162, А2387–А2392.
Академия Google
Greatbatch, W., and Holmes, CF (1991). История имплантируемых устройств. IEEE англ. Мед. биол. Маг. 10, 38–41.
Академия Google
Гросс, Б. К., Эркал, Дж. Л., Локвуд, С. Ю., Чен, К., и Спенс, Д. М. Дж. А. К. (2014). Оценка 3D-печати и ее потенциального влияния на биотехнологии и химические науки. 86, 3240–3253. дои: 10.1021/ac403397r
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Хафнер, С., Гатри, Х., Ли, С.-Х., и Бан, К. (2019). Синхронизированный метод электропрядения и электрораспыления для производства полностью твердотельных литий-ионных аккумуляторов. J. Источники питания 431, 17–24. doi: 10.1016/j.jpowsour.2019.05.008
Полнотекстовая перекрестная ссылка | Академия Google
Хаяши А., Отомо Т., Мизуно Ф., Таданага К. и Тацумисаго М. (2003). Полностью твердотельные Li/S аккумуляторы с высокопроводящими стеклокерамическими электролитами. Электрохим. коммун. 5, 701–705. doi: 10.1016/s1388-2481(03)00167-x
Полнотекстовая перекрестная ссылка | Академия Google
Хаяши А., Ямасита Х., Тацумисаго М. и Минами Т.(2002). Характеристика аморфных твердых электролитов Li2S–SiS2–LixMOy (M = Si, P, Ge), полученных закалкой расплава и механическим измельчением. Твердотельный ион. 148, 381–389. doi: 10.1016/s0167-2738(02)00077-2
Полнотекстовая перекрестная ссылка | Академия Google
He, P., Chen, Q., Yan, M., Xu, X., Zhou, L., Mai, L., et al. (2019). Создание более совершенных цинк-ионных аккумуляторов: материальная перспектива. EnergyChem 1:100022. doi: 10.1016/j.enchem.2019.100022
Полнотекстовая перекрестная ссылка | Академия Google
Хенч, Л.Л. и Уэст, Дж. К. (1990). Золь-гель процесс. Хим. Ред. 90, 33–72.
Академия Google
Hitz, G.T., Mcowen, D.W., Zhang, L., Ma, Z., Fu, Z., Wen, Y., et al. (2019). Высокоскоростное циклирование лития в масштабируемой трехслойной архитектуре литий-гранат-электролит. Матер. Сегодня 22, 50–57. doi: 10.1016/j.mattod.2018.04.004
Полнотекстовая перекрестная ссылка | Академия Google
Хо, К.С., Эванс, Дж.В., и Райт, П.К. (2010). Диспенсерная печать цинковой микробатареи с ионным жидким гелевым электролитом. Дж. Микромех. Микроангл. 20:104009. дои: 10.1088/0960-1317/20/10/104009
Полнотекстовая перекрестная ссылка | Академия Google
Хоуи, Дж. М., Лутфурахманов, А., Шульц, Д. Л., и Ахатов, И. С. (2012). Обзор прямой записи на основе аэрозолей и ее приложений для микроэлектроники. Дж. Нанотехнологии. 2012, 1–22. дои: 10.1155/2012/324380
Полнотекстовая перекрестная ссылка | Академия Google
Jansen, J., Melchels, F.P.W., Grijpma, D.W., and Feijen, J.Дж. Б. (2009). Поли(D,L-лактид)/N-винил-2-пирролидон смолы, функционализированные моноэтиловым эфиром фумаровой кислоты, для изготовления матриксов для тканевой инженерии методом стереолитографии. Биомакромолекулы 10, 214–220. дои: 10.1021/bm801001r
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Цзян, З., Ван, С., Чен, X., Ян, В., Яо, X., Ху, X., и другие. (2020). Ленточное литье керамических электролитных пленок Li0,34La0,56TiO3 обеспечивает высокую плотность энергии литий-металлических аккумуляторов. Доп. Матер. 32:11. doi: 10.1002/adma.2011
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Йоханнессен, Э. А., Ван, Л., Вайс, К., Камминг, Д. Р., и Купер, Дж. М. (2006). Биосовместимость датчика «лаборатория на таблетке» в искусственных средах желудочно-кишечного тракта. IEEE Trans. Биомед. англ. 53, 2333–2340. doi: 10.1109/tbme.2006.883698
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Джудес, X., Чжан, Х., Li, C., Eshetu, G.G., Gonzalez-Marcos, J.A., Armand, M., et al. (2017). Обзор — твердые электролиты для безопасных литий-серных аккумуляторов с высокой плотностью энергии: перспективы и проблемы. Дж. Электрохим. соц. 165, А6008–А6016.
Академия Google
Jung, G.B., Huang, T., Huang, M.H., and Chang, C.L.J.J.O.M.S. (2001). Получение оксида церия, легированного самарием, для электролита твердооксидного топливного элемента модифицированным золь-гель методом. Дж. Матер. науч. 36, 5839–5844.
Академия Google
Ким, Дж. Г., Сон, Б., Мукерджи, С., Шупперт, Н., Бейтс, А., Квон, О., и др. (2015). Обзор твердотельных аккумуляторов на литиевой и нелитиевой основе. J. Источники питания 282, 299–322.
Академия Google
Ким, С. Х., Чой, К. Х., Чо, С. Дж., Чой, С., Парк, С., и Ли, С. Ю. (2015). Готовые к печати твердотельные литий-ионные аккумуляторы: новый путь к источникам питания с изменяемой формой и эстетической универсальностью для гибкой электроники. Нано Летт. 15, 5168–5177. doi: 10.1021/acs.nanolett.5b01394
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Клиппштейн, Х., Диас Де Серио Санчес, А., Хассанин, Х., Звейри, Ю., и Сеневиратне, Л. (2018). Моделирование наплавленного осаждения для беспилотных летательных аппаратов (БПЛА): обзор. Доп. англ. Матер. 20:1700552. doi: 10.1002/адем.201700552
Полнотекстовая перекрестная ссылка | Академия Google
Котобуки М., Коиси М. и Като Ю.(2013). Получение твердого электролита Li1.5Al0.5Ti1.5(PO4)3 методом соосаждения. Ионика 19, 1945–1948. doi: 10.1007/s11581-013-1000-4
Полнотекстовая перекрестная ссылка | Академия Google
Курцвейл, П. (2010). Гастон Планте и его изобретение свинцово-кислотной батареи — происхождение первой практичной перезаряжаемой батареи. J. Источники питания 195, 4424–4434. doi: 10.1016/j.jpowsour.2009.12.126
Полнотекстовая перекрестная ссылка | Академия Google
Лау, Дж., Деблок, Р. Х., Баттс, Д. М., Эшби, Д. С., Чой, К. С., и Данн, Б. С. (2018). Сульфидные твердые электролиты для литиевых батарей. Доп. Энергия Матер. 8:1800933. doi: 10.1002/aenm.201800933
Полнотекстовая перекрестная ссылка | Академия Google
Ли, Дж. В., Лан, П. X., Ким, Б., Лим, Г., и Чо, Д. В. (2008). Изготовление и анализ характеристик каркаса из поли(пропиленфумарата) с использованием технологии микростереолитографии. Дж. Биомед. Матер. Рез. Б заявл.Биоматер. 87, 1–9. doi: 10.1002/jbm.b.31057
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Lee, K.W., Wang, S., Fox, B.C., Ritman, E.L., Yaszemski, M.J., and Lu, L.J.B. (2007). Изготовление каркаса для инженерии костной ткани из поли(пропиленфумарата) с использованием стереолитографии: влияние составов смол и параметров лазера. Биомакромолекулы 8, 1077–1084. дои: 10.1021/bm060834v
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Лейонмарк, С., Корнелл, А., Линдберг, Г., и Вогберг, Л. (2013). Гибкие литий-ионные аккумуляторные элементы из одной бумаги в процессе производства бумаги на основе нанофибриллированной целлюлозы. Дж. Матер. хим. А 1, 4671–4677. дои: 10.1039/c3ta01532g
Полнотекстовая перекрестная ссылка | Академия Google
Летиен, К., Зегауи, М., Руссель, П., Тилмант, П., Роллан, Н., и Роллан, П.А. (2011). Микроструктура материала LiPON и литий-железо-фосфата, нанесенного на массив кремниевых наностолбиков для литий-ионной твердотельной трехмерной микробатареи. Микроэлектрон. англ. 88, 3172–3177. doi: 10.1016/j.mee.2011.06.022
Полнотекстовая перекрестная ссылка | Академия Google
Льюис, Дж. А. (2004). Коллоидная обработка керамики. Дж. Ам. Керам. соц. 83, 2341–2359.
Академия Google
Ли Б., Гу П., Фэн Ю., Чжан Г., Хуанг К., Сюэ Х. и др. (2017). Ультратонкие двумерные нанолисты из фосфата никеля и кобальта для электрохимического накопления энергии в водном/твердотельном электролите. Доп. Функц.Матер. 27:1605784. doi: 10.1002/adfm.201605784
Полнотекстовая перекрестная ссылка | Академия Google
Li, C., Liu, Y., Li, B., Zhang, F., Cheng, Z., He, P., et al. (2019). Интегрированный твердый электролит с пористым катодом путем легкого одноэтапного спекания для полностью твердотельной батареи Li-O2. Нанотехнологии 30:364003. дои: 10.1088/1361-6528/ab226f
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Ли, М., Чен, А.-Н., Линь, X., Ву, Дж.-М., Chen, S., Cheng, L.-J., et al. (2019). Легкая муллитовая керамика с контролируемой пористостью и улучшенными свойствами, полученная методом SLS с использованием механически смешанных композитов FAHS/полиамид12. Керам. Междунар. 45, 20803–20809. doi: 10.1016/j.ceramint.2019.07.067
Полнотекстовая перекрестная ссылка | Академия Google
Li, S., Zhang, S.Q., Shen, L., Liu, Q., Ma, J.B., Lv, W., et al. (2020). Развитие и перспективы керамических/полимерных композиционных твердых электролитов для литиевых аккумуляторов. Доп. науч. 7:18.
Академия Google
Ли, В., Чен, Л., Сунь, Ю., Ван, К., Ван, Ю., и Ся, Ю. (2017). Полностью твердотельная вторичная литиевая батарея с твердым полимерным электролитом и антрахиноновым катодом. Твердотельный ион. 300, 114–119. doi: 10.1016/j.ssi.2016.12.013
Полнотекстовая перекрестная ссылка | Академия Google
Ли, X., Чжан, З., Инь, К., Ян, Л., Тачибана, К., и Хирано, С.-И. (2015). Квазитвердые электролиты мезопористый кремнезем/ионная жидкость и их применение в литий-металлических батареях. Дж. Источники питания 278, 128–132. doi: 10.1016/j.jpowsour.2014.12.053
Полнотекстовая перекрестная ссылка | Академия Google
Li, Y., Ding, F., Xu, Z., Sang, L., Ren, L., Ni, W., et al. (2018). Твердотельный литий-ионный аккумулятор, работающий при температуре окружающей среды, на основе твердого полимерного электролита с высокой концентрацией солей. J. Источники питания 397, 95–101. doi: 10.1016/j.jpowsour.2018.05.050
Полнотекстовая перекрестная ссылка | Академия Google
Лян С., Ян В., Ву С., Чжан Ю., Zhu, Y., Wang, H., et al. (2018). Гелевые полимерные электролиты для литий-ионных аккумуляторов: изготовление, характеристики и характеристики. Твердотельный ион. 318, 2–18. doi: 10.1016/j.ssi.2017.12.023
Полнотекстовая перекрестная ссылка | Академия Google
Лим, Х.-Д., Лим, Х.-К., Син, X., Ли, Б.-С., Лю, Х., Коати, К., и другие. (2018). Слои твердого электролита методом осаждения из раствора. Доп. Матер. Интерфейсы 5:1701328. doi: 10.1002/admi.201701328
Полнотекстовая перекрестная ссылка | Академия Google
Лю, В., Lee, S.W., Lin, D., Shi, F., Wang, S., Sendek, A.D., et al. (2017). Повышение ионной проводимости в композитных полимерных электролитах с хорошо ориентированными керамическими нанопроволоками. Нац. Энергия 2:17035.
Академия Google
Луонго, А., Фальстер, В., Дост, М.Е.Б., Рибо, М.М., Эйрикссон, Э.Р., Педерсен, Д.Б., и соавт. (2020). Контроль микроструктуры в 3D-печати с цифровой обработкой света. 39, 347–359.
Академия Google
Ма, Ф., Чжао, Э., Zhu, S., Yan, W., Sun, D., Jin, Y., et al. (2016). Приготовление и оценка твердого электролита Li1.3Al0.3Ti1.7(PO4)3 с высокой литий-ионной проводимостью, полученного новым растворным методом. Твердотельный ион. 295, 7–12. doi: 10.1016/j.ssi.2016.07.010
Полнотекстовая перекрестная ссылка | Академия Google
Ма, Т., и Девин Маккензи, Дж. (2019). Полностью печатные гибкие воздушно-цинковые батареи с высокой плотностью энергии на основе твердых полимерных электролитов и иерархического каталитического токосъемника. Гибкий. Распечатать. Электрон. 4:015010. дои: 10.1088/2058-8585/ab0b91
Полнотекстовая перекрестная ссылка | Академия Google
Махаджан, А., Фрисби, К.Д., и Фрэнсис, Л.Ф. (2013). Оптимизация аэрозольной струйной печати для серебряных линий с высоким разрешением и высоким соотношением сторон. Приложение ACS Матер. Интерфейсы 5, 4856–4864. дои: 10.1021/am400606y
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Манапат, Дж. З., Чен, К., Йе, П., и Адвинкула, Р.С. (2017). 3D-печать полимерных нанокомпозитов методом стереолитографии. Макромоль. Матер. англ. 302:1600553. doi: 10.1002/mame.201600553
Полнотекстовая перекрестная ссылка | Академия Google
Мантирам, А., Ю, X., и Ван, С. (2017). Химический состав литиевых батарей благодаря твердотельным электролитам. Нац. Преподобный Матер. 2:16103.
Академия Google
Мао, М., Хе, Дж., Ли, X., Чжан, Б., Лей, К., Лю, Ю., и др. (2017). Новые границы и области применения 3D-печати с высоким разрешением. Микромашины 8:113. дои: 10.3390/mi8040113
Полнотекстовая перекрестная ссылка | Академия Google
Маковен, Д.В., Сюй, С., Гонг, Ю., Вен, Ю., Годби, Г.Л., Гриттон, Дж.Е., и соавт. (2018). Электролиты для 3D-печати твердотельных аккумуляторов. Доп. Матер. 30:1707132.
Академия Google
Минами, Т., Хаяси, А., и Тацумисаго, М. (2006). Недавний прогресс стекла и стеклокерамики в качестве твердых электролитов для литиевых вторичных батарей. Твердотельный ион. 177, 2715–2720. doi: 10.1016/j.ssi.2006.07.017
Полнотекстовая перекрестная ссылка | Академия Google
Моримото Х., Ямасита Х., Тацумисаго М. и Минами Т. (1999). Механохимический синтез новых аморфных материалов 60Li2S⋅ 40SiS2 с высокой ионно-литиевой проводимостью. Дж. Ам. Керам. соц. 82, 1352–1354. doi: 10.1111/j.1151-2916.1999.tb01923.x
Полнотекстовая перекрестная ссылка | Академия Google
Нафиси С., Джалили Р., Абуталеби С.Х., Горкин И.И., Р.А., Константинов К., Иннис П.С. и соавт. (2014). Дисперсии оксида графена: настройка реологии для производства. Матер. Гориз. 1, 326–331. дои: 10.1039/c3mh00144j
Полнотекстовая перекрестная ссылка | Академия Google
Нго, Т. Д., Кашани, А., Имбальцано, Г., Нгуен, К. Т. К., и Хуи, Д. (2018). Аддитивное производство (3D-печать): обзор материалов, методов, приложений и проблем. Композ. Б инж. 143, 172–196. doi: 10.1016/j.compositesb.2018.02.012
Полнотекстовая перекрестная ссылка | Академия Google
Nguyen, H., Banerjee, A., Wang, X., Tan, D., Wu, E.A., Doux, J., et al. (2019). Одностадийный синтез высокопроводящего твердого электролита Na3PS4 для полностью натриевых твердотельных аккумуляторов. J. Источники питания 435, 126623–126623. doi: 10.1016/j.jpowsour.2019.05.031
Полнотекстовая перекрестная ссылка | Академия Google
Найман М., Алам Т. М., Макинтайр С. К., Блейер Г. К. и Ингерсолл Д. (2010). Альтернативный подход к увеличению подвижности Li в электролитах Li-La-Nb/Ta-гранат. Хим. Матер. 22, 5401–5410. дои: 10.1021/см101438x
Полнотекстовая перекрестная ссылка | Академия Google
Обата К., Эль-Тамер А., Кох Л., Хинзе У. и Чичков Б. Н. (2013). Трехмерное двухфотонное полимеризационное структурирование высокого качества с расширенным рабочим диапазоном объектива (WOW-2PP). Легкие науки. заявл. 2:e116. doi: 10.1038/lsa.2013.72
Полнотекстовая перекрестная ссылка | Академия Google
Панг Ю., Цао Ю., Чу Ю., Лю М., Снайдер К., Маккензи Д. и др.(2019). Аддитивное производство аккумуляторов. Доп. Функц. Матер. 30:14.
Академия Google
Пак, К.-Х., Пак, М., Ю, С.-И., и Джу, С.-К. (2006). Твердый полимерный электролит с центрифужным покрытием для полностью твердотельных перезаряжаемых тонкопленочных литий-полимерных аккумуляторов. Дж. Источники питания 158, 1442–1446. doi: 10.1016/j.jpowsour.2005.10.022
Полнотекстовая перекрестная ссылка | Академия Google
Парк, И.-Б., Ха, Ю.-М., Ким, М.-С., Ким, Х.-К., и Ли, С.-ЧАС. (2012). Трехмерная шкала серого для улучшения качества поверхности в проекционной микростереолитографии. Междунар. Дж. Точность. англ. Производство. 13, 291–298. doi: 10.1007/s12541-012-0036-0
Полнотекстовая перекрестная ссылка | Академия Google
Пеше А., Хорнес А., Нуньес М., Мората А., Торрелл М. и Таранкон А. (2020). 3D-печать следующего поколения усовершенствованных твердооксидных топливных и электролизных элементов. Дж. Матер. хим. А. doi: 10.1039/d0ta02803g
Полнотекстовая перекрестная ссылка | Академия Google
Пфеннингер, Р., Струзик М., Гарбайо И., Стилп Э. и Рупп Дж. Л. М. (2019). Низкая температура обработки для быстрой проводимости лития в пленках твердотельных батарей на основе граната. Нац. Энергия 4, 475–483. doi: 10.1038/s41560-019-0384-4
Полнотекстовая перекрестная ссылка | Академия Google
Фук, Н.Х.Х., Тотани, М., Морикава, К., Муто, Х., и Мацуда, А. (2016). Приготовление твердого электролита Li3PS4 с использованием этилацетата в качестве синтетической среды. Твердотельный ион. 288, 240–243.doi: 10.1016/j.ssi.2015.11.032
Полнотекстовая перекрестная ссылка | Академия Google
Прадель А., Панье Т. и Рибес М. (1985). Влияние быстрой закалки на электрические свойства литиевых проводящих стекол. Твердотельный ион. 17, 147–154. дои: 10.1016/0167-2738(85)-5
Полнотекстовая перекрестная ссылка | Академия Google
Рейес, К., Шомоджи, Р., Ниу, С., Круз, М.А., Ян, Ф., Катеначчи, М.Дж., и соавт. (2018). Трехмерная печать полной литий-ионной батареи с изготовлением плавленых нитей. Приложение ACS Энергия Матер. 1, 5268–5279.
Академия Google
Руетчи П., Мели Ф. и Десильвестро Дж. (1995). Никель-металлогидридные аккумуляторы. Предпочтительные батареи будущего? Дж. Источники питания 57, 85–91. дои: 10.1016/0378-7753(95)02248-1
Полнотекстовая перекрестная ссылка | Академия Google
Рузметов Д., Олешко В. П., Хейни П. М., Лезец Х. Дж., Карки К., Балоч К. Х. и соавт. (2012). Стабильность электролита определяет пределы масштабирования для твердотельных литий-ионных аккумуляторов 3D. Нано Летт. 12, 505–511. дои: 10.1021/nl204047z
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Сантоликвидо, О., Коломбо, П., и Ортона, А. (2019). Аддитивное производство керамических компонентов с помощью цифровой световой обработки: сравнение подходов «снизу вверх» и «сверху вниз». Дж. Евро. Керам. соц. 39, 2140–2148. doi: 10.1016/j.jeurceramsoc.2019.01.044
Полнотекстовая перекрестная ссылка | Академия Google
Скьяво, Л.С.А., Мантас, П.К., Сегадайнш, А.М., и Круз, Р.К.Д. (2018). От сухого прессования к пластическому формованию керамики: оценка окна обрабатываемости. Констр. Строить. Матер. 189, 594–600. doi: 10.1016/j.conbuildmat.2018.09.015
Полнотекстовая перекрестная ссылка | Академия Google
Schnell, J., Günther, T., Knoche, T., Vieider, C., Köhler, L., Just, A., et al. (2018). Полностью твердотельные литий-ионные и литий-металлические батареи — путь к крупносерийному производству. Дж.Источники питания 382, 160–175. doi: 10.1016/j.jpowsour.2018.02.062
Полнотекстовая перекрестная ссылка | Академия Google
Шан, Ю., Ли, Ю., и Панг, Х. (2020). Применение материалов на основе сульфида олова в литий-ионных батареях и натрий-ионных батареях. Доп. Функц. Матер. 30:2001298. doi: 10.1002/adfm.202001298
Полнотекстовая перекрестная ссылка | Академия Google
Смит, А. Дж., Бернс, Дж. К., Трасслер, С., и Дан, Дж. Р. (2010). Прецизионные измерения кулоновской эффективности литий-ионных аккумуляторов и материалов электродов для литий-ионных аккумуляторов. Дж. Электрохим. соц. 157: А196.
Академия Google
Strauss, F., Teo, J.H., Schiele, A., Bartsch, T., Hatsukade, T., Hartmann, P., et al. (2020). Выделение газа в литий-ионных батареях: твердый электролит против жидкого. Приложение ACS Матер. Интерфейсы 12, 20462–20468.
Академия Google
Сунь, К., Фанг, Н., Ву, Д.М., и Чжан, X. (2005). Проекционная микростереолитография с использованием цифровой микрозеркальной динамической маски. Сенсор.Приводы A Физ. 121, 113–120. doi: 10.1016/j.sna.2004.12.011
Полнотекстовая перекрестная ссылка | Академия Google
Сунь, Дж., Ли, Ю., Чжан, К., Хоу, К., Ши, К., и Ван, Х. (2019). Композитный электролит из полиметилметакрилата с высокой ионной проводимостью с нанопроволоками Li6,75La3Zr1,75Nb0,25O12 типа граната. Хим. англ. Дж. 375:121922. doi: 10.1016/j.cej.2019.121922
Полнотекстовая перекрестная ссылка | Академия Google
Сунь, Ю., Ши, П., Чен, Дж., Ву, К., Liang, X., Rui, X., et al. (2020). Разработка и вызов передовых неводных натрий-ионных аккумуляторов. EnergyChem 2:100031. doi: 10.1016/j.enchem.2020.100031
Полнотекстовая перекрестная ссылка | Академия Google
Сувачи, Э., и Мессинг, Г.Л. (2001). Текстурированная алюмооксидная керамика методом одноосного прессования. Ключ инж. Матер. 206–213, 405–408. doi: 10.4028/www.scientific.net/kem.206-213.405
Полнотекстовая перекрестная ссылка | Академия Google
Такада, К.(2013). Прогресс и перспективы твердотельных литиевых аккумуляторов. Acta Mater. 61, 759–770. doi: 10.1016/j.actamat.2012.10.034
Полнотекстовая перекрестная ссылка | Академия Google
Таллон, К., и Фрэнкс, Г.В. (2011). Последние тенденции формообразования в результате коллоидной обработки: обзор. 119, 147–160. doi: 10.2109/jcersj2.119.147
Полнотекстовая перекрестная ссылка | Академия Google
Тан, С.Дж., Цзэн, X.X., Ма, Q., Ву, X.W., и Го, Ю.Г. (2018). Последние достижения в области композитных электролитов на полимерной основе для перезаряжаемых литиевых батарей. Электрохим. Energy Rev. 1, 113–138. doi: 10.1007/s41918-018-0011-2
Полнотекстовая перекрестная ссылка | Академия Google
Танака, С., Пин, К.С., и Уэмацу, К. (2006). Влияние сегрегации органического связующего на прочность после спекания оксида алюминия сухого прессования. Дж. Ам. Керам. соц. 89, 1903–1907 гг. doi: 10.1111/j.1551-2916.2006.01057.x
Полнотекстовая перекрестная ссылка | Академия Google
Тацумисаго, М., и Хаяши, А. (2012). Суперионные стекла и стеклокерамика в системе Li2S–P2S5 для полностью твердотельных литиевых аккумуляторных батарей. Твердотельный ион. 225, 342–345. doi: 10.1016/j.ssi.2012.03.013
Полнотекстовая перекрестная ссылка | Академия Google
Терагава С., Асо К., Таданага К., Хаяси А. и Тацумисаго М. (2014). Приготовление твердого электролита Li2S–P2S5 из раствора N-метилформамида и применение для полностью твердотельных литиевых аккумуляторов. J. Источники питания 248, 939–942. doi: 10.1016/j.jpowsour.2013.09.117
Полнотекстовая перекрестная ссылка | Академия Google
Треви, Дж., Джанг, Дж. С., Юнг, Ю. С., Столдт, К. Р., и Ли, С. Х. (2009). Стеклокерамические электролиты Li2S–P2S5, приготовленные методом одноэтапной шаровой набивки, и их применение для полностью твердотельных литий-ионных аккумуляторов. Электрохим. коммун. 11, 1830–1833 гг. doi: 10.1016/j.elecom.2009.07.028
Полнотекстовая перекрестная ссылка | Академия Google
Тамблстон, Дж. Р., Ширванянц, Д., Ермошкин, Н., Янушевич, Р., Джонсон, А. Р., Келли, Д., и соавт. (2015). Непрерывное создание жидкостного интерфейса трехмерных объектов. Наука 347, 1349–1352. doi: 10.1126/science.aaa2397
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Варшнея, А.К., и Мауро, Дж.К. (2019). Основы неорганических стекол . Амстердам: Эльзевир.
Академия Google
Венкатасубраманян, Н., Уэйд, Б., Десаи, П., Абхираман, А., и Гелбаум, Л. (1991). Синтез и характеристика полиборатов, полученных из золь-геля, пригодных для прядения. J. Без кристаллов. Тв. 130, 144–156.дои: 10.1016/0022-3093(91)
Полнотекстовая перекрестная ссылка | Академия Google
Wan, J., Xie, J., Kong, X., Liu, Z., Liu, K., Shi, F., et al. (2019). Ультратонкий, гибкий, твердый полимерный композитный электролит с выровненной нанопористой основой для литиевых батарей. Нац. нанотехнологии. 14, 705–711. doi: 10.1038/s41565-019-0465-3
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Ван, Л., Е, Ю., Чен, Н., Хуан, Ю., Ли, Л., Ву, Ф., и другие. (2018). Разработка и проблемы функциональных электролитов для высокоэффективных литий-серных аккумуляторов. Доп. Функц. Матер. 28:1800919. doi: 10.1002/adfm.201800919
Полнотекстовая перекрестная ссылка | Академия Google
Wang, X.J., Zhang, H.P., Kang, J.J., Wu, Y.P., и Fang, S.B. (2005). Новые композиционные полимерные электролиты на основе поли(эфируретанового) сетчатого полимера и пирогенных кремнеземов. J. Твердотельная электрохимия. 11, 21–26. doi: 10.1007/s10008-005-0029-3
Полнотекстовая перекрестная ссылка | Академия Google
Уорнер, Дж.Т. (2015). Справочник по проектированию литий-ионных аккумуляторов: химический состав, компоненты, типы и терминология . Амстердам: Эльзевир.
Академия Google
Вуттиканокхан Дж., Фириявирут М. и Понгчумпон О. Дж. (2015). Влияние параметров электроформования и содержания нанонаполнителя на морфологию и свойства гелеобразного электролита композиционных нановолокон на основе ПВДФ-ГФП, наполненного La2O3. Междунар. Дж. Полим. Матер. Полим. Биоматер. 64, 416–426. дои: 10.1080/007.2014.958830
Полнотекстовая перекрестная ссылка | Академия Google
Се, Дж., Иманиши, Н., Чжан, Т., Хирано, А., Такэда, Ю. и Ямамото, О. (2009). Транспорт Li-ion в полностью твердотельных литиевых батареях с LiCoO2 с использованием стеклокерамических электролитов типа NASICON. Дж. Источники питания 189, 365–370. doi: 10.1016/j.jpowsour.2008.08.015
Полнотекстовая перекрестная ссылка | Академия Google
Xing, B., Yao, Y., Meng, X., Zhao, W., Shen, M., Gao, S., et al. (2020). Самонесущий стабилизированный оксидом иттрия электролит в форме ряби циркония для применения в твердооксидных топливных элементах с помощью цифровой световой обработки трехмерной печати. Скр. Матер. 181, 62–65. doi: 10.1016/j.scriptamat.2020.02.004
Полнотекстовая перекрестная ссылка | Академия Google
Yang, Y., Chen, Z., Song, X., Zhu, B., Hsiai, T., Wu, P.-I., et al. (2016). Трехмерная печать конденсатора с высокой диэлектрической проницаемостью методом проекционной стереолитографии. Nano Energy 22, 414–421. doi: 10.1016/j.nanoen.2016.02.045
Полнотекстовая перекрестная ссылка | Академия Google
Ян Ю., Юань В., Чжан С., Юань Ю., Wang, C., Ye, Y., et al. (2020). Обзор приложений трехмерной печати для перезаряжаемых литий-ионных аккумуляторов. Заяв. Энергия 257:14002.
Академия Google
Yin, Y.C., Wang, Q., Yang, J.T., Li, F., Zhang, G., Jiang, C.H., et al. (2020). Поверхностный слой на основе тонкой пленки перовскита хлорида металла для защиты металлического лития от жидкого электролита. Нац. коммун. 11:1761.
Академия Google
Йошио, М., Бродд, Р. Дж., и Кодзава, А. (2009). Литий-ионные аккумуляторы . Нью-Йорк, штат Нью-Йорк: Спрингер.
Академия Google
Юань, М., и Лю, К. (2020). Рациональный дизайн сепараторов и жидких электролитов для более безопасных литий-ионных аккумуляторов. J. Energy Chem. 43, 58–70. doi: 10.1016/j.jechem.2019.08.008
Полнотекстовая перекрестная ссылка | Академия Google
Юэ, Л., Ма, Дж., Чжан, Дж., Чжао, Дж., Донг, С., Лю, З., и соавт. (2016). Все твердотельные полимерные электролиты для высокопроизводительных литий-ионных аккумуляторов. Материал для хранения энергии. 5, 139–164.
Академия Google
Зеколл, С., Марринер-Эдвардс, К., Хексельман, А. К. О., Касемчайнан, Дж., Кусс, К., Армстронг, Д. Е. Дж., и соавт. (2018). Гибридные электролиты с трехмерными бинепрерывными упорядоченными керамическими и полимерными микроканалами для полностью твердотельных аккумуляторов. Энергетика Окружающая среда. науч. 11, 185–201. дои: 10.1039/c7ee02723k
Полнотекстовая перекрестная ссылка | Академия Google
Чжан, Х., Ли, К., Пищ, М., Койя, Э., Rojo, T., Rodriguez-Martinez, L.M., et al. (2017). Одиночные литий-ионные проводящие твердые полимерные электролиты: достижения и перспективы. Хим. соц. Ред. 46, 797–815.
Академия Google
Чжан, К., Цао, Д., Ма, Ю., Натан, А., Аврора, П., и Чжу, Х. (2019). Твердотельные электролиты на основе сульфидов: синтез, стабильность и потенциал для полностью твердотельных аккумуляторов. Доп. Матер. 31:e1
Академия Google
Чжан, С. С.(2007). Обзор сепараторов литий-ионных аккумуляторов с жидким электролитом. J. Источники питания 164, 351–364. doi: 10.1016/j.jpowsour.2006.10.065
Полнотекстовая перекрестная ссылка | Академия Google
Чжан, X., Лю, Т., Чжан, С., Хуанг, X., Сюй, Б., Линь, Ю., и др. (2017). Синергетическая связь между Li6,75La3Zr1,75Ta0,25O12 и поли(винилиденфторидом) обеспечивает высокую ионную проводимость, механическую прочность и термическую стабильность твердых композиционных электролитов. Дж. Ам.хим. соц. 139, 13779–13785. doi: 10.1021/jacs.7b06364
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Чжоу, К., Чжан, Дж., и Цуй, Г. (2018). Полимерные электролиты жестко-гибкой связи с высокоэнергетическими литиевыми батареями. Макромоль. Матер. англ. 303:1800337. doi: 10.1002/mame.201800337
Полнотекстовая перекрестная ссылка | Академия Google
.